Untitled Document
© 2016 Name des Verfassers; Lizenznehmer RTejournal, weitere Informationen sind zu finden unter: http://www.dipp.nrw.de/service/dppl/
urn:nbn:de:0009-2-44033
The generic term Additive Manufacturing (AM) summarizes different manufacturing processes in which the components are built up layer-by-layer. Near-net-shape components can be directly manufactured from 3D-CAD data without further forming tools or process planning. So-called powder bed fusion or powder bed laser fabrication processes, like Selective Laser Melting (SLM) or Selective Laser Sintering (SLS), belong to the group of AM-processes. In the SLM process, a powder layer is selectively exposed to a high power laser beam. The exposed powder particles are locally melted and bonded to each other. After this procedure, the building platform moves down a new powder layer is applied by a recoater and again selectively exposed. This procedure is successive repeated until the full part height is reached. Compared to SLS, the SLM process is characterized by the complete melting of the utilized powder material and therefore by a low porosity and good mechanical properties of the parts. The main advantages of SLM are the great degree of freedom in possible geometries, the high flexibility in metallic feedstock powders, and the realization of an inner structure with additional functions. Commonly used SLM powder materials are Ni-superalloys, Fe-alloys and Ti-alloys [1-4]. Inconel 718 powder can be successfully processed by means of SLM [5-9]. Inconel 718 is a Ni-based superalloy which is commonly employed for high temperature applications [10]. Superior mechanical properties, such as the high temperature strength and the outstanding creep behavior, are mainly based on solid solution strengthening and precipitation strengthening [11,12]. SLM offers some new possibilities to manufacture parts from Inconel 718, especially in the aerospace industry, which conventional production methods do not feature, like internal cooling structures, light weight structures or integrated sensors. Thus, researchers and the manufacturing industry are very interested in this process [13].
In general, the properties of the components made by means of SLM are largely determined by the process parameters. So far, even with optimized parameters, SLM parts still pose some challenges to solve concerning the quality of parts. One aspect is that complete density cannot be obtained with the SLM process [8,14]. Especially under cyclic loading, pores act as stress raisers and lead to a reduced durability. In some cases, a volitional porosity is sustainable [15], but the key aim is to build parts without porosity. Thus, the remaining porosity is one main quality feature of SLM parts. Since defects like e.g. pores exist in SLM parts, one important question arises: what is inside the pore?
If the pore is a shrink hole, the pore should be void of gas, thus enabling post-compacting by means of hot isostatic pressing (HIP). HIP is increasingly attracting attention as a post-processing technique for SLM. During HIP, temperatures up to 2000 °C and pressures up to 200 MPa lead to diffusion processes and plastic deformations, thereby sealing defects [25]. Several studies [15-22] reveal that the internal porosity of laser consolidated, laser deposited, and SLM processed parts made of different powder materials, is strongly reduced by means of HIP, thus enhancing hence the mechanical properties.
But, if the pore already exits during the SLM building process, it is imaginable that argon is entrapped in the component after SLM processing. This fact would lead to a contamination of the SLM part with argon. In this case, the entrapped gas would expand due to the heat treatment during the HIP process and prevent a perfect post-densification by means of HIP. Another problem would be the usage of such parts in high temperature applications. The entrapped argon would cause internal stresses and may support a crack initiation. Thus, an argon content over 400 ng/g (0.4 ppm) is not tolerable for HIPed parts [23]. In the present study, a closer look is taken at the argon content of Inconel 718 parts made by means of SLM.
A simple geometric shape was chosen for the specimens used in the conducted experiments. Flat rectangular specimens (26 mm x 7 mm x 1.5 mm) were processed vertically, using a SLM 250HL machine (SLM Solutions GmbH, Germany) and SLM AutoFab software (Marcam Engineering GmbH, Germany). Inconel 718 (IN718 – SLM Solutions GmbH, Germany) powder was employed with an average particle size of approximately 30 µm (new state). The applied and optimized SLM process parameters are summarized in Table 1. The skin-core strategy was used to produce the samples. Hence, the process parameters of the contour and the volume area differ from each other (Table 1). An overlap area between the skin and the core area was used, which guarantees a good connection between both areas.
|
Process parameter |
Volume contour |
Volume area |
|
laser power [W] |
100 |
175 |
|
laser scanning speed [mm/s] |
540 |
620 |
|
hatch distance [mm] |
- |
0.12 |
|
layer thickness [µm] |
30 |
|
Table 1: SLM process parameters used in this study for the IN718 powder.
For densification experiments, a HIP facility featuring a maximum temperature of 2000 °C and a maximum gas pressure of 200 MPa was used (QIH-3, Asea/Avure Technologies, Franklin (TN), USA). Argon (ALPHAGAZ 1 ARGON, Air Liquide GmbH, Germany) was utilized as an inert process gas. Before starting the HIP process, the pressure chamber was evacuated, flooded with argon, and evacuated again. Subsequently, the pressure chamber was heated until the set temperature was reached before the pressure was increased to set point. The holding time was initiated when both values were stable. The process parameters used were a temperature of 1150 °C, a gas pressure of 1000 bar, and a holding time of 4 hours.
The porosity was investigated with a micro X-ray computed tomography (μCT) in the as-built state and after densification by means of HIP. The μCT was conducted with a commercial tomography scanner phoenix v|tome|x | 240 (GE Sensing & Inspection Technologies GmbH, Wunstorf, Germany). Tomograms were reconstructed from the X-ray projections, using software which employs the Feldkamp algorithm. The obtained voxel edge length was 8 μm. The μCT technique was used to determine the overall as well as the local porosity of the SLM specimens. Investigations of the microstructure were carried out by means of scanning electron microscopy (SEM, JEOL JSM-7001F; Joel GmbH, Eching, Germany). To check if the pores contain entrapped argon, an argon-analysis was conducted by Bodycote HIP GmbH (Haag-Winden, Germany). For the measurement, a specific sample mass was evaporated and analyzed by means of a gas-phase chromatograph type GC 600 (AGC Instruments Ltd, Ireland). Table 2 summarizes the analyzed samples.
|
Material |
Characteristics |
Short Term |
Samples |
|
C45 |
conventional processed; rolled |
C45 (conv.) |
3 |
|
IN718 |
conventional processed; rolled |
IN718 (conv.) |
3 |
|
IN718 |
SLM |
IN718 SLM |
7 |
|
IN718 |
SLM + HIP |
IN718 SLM+HIP |
4 |
|
IN718 |
SLM + HIP (surface layer removed) |
IN718 SLM+HIP (core) |
3 |
Table 2: Test samples for argon analyses
The results of the porosity measurements by means of µCT are summarized in Table 3. The porosity values show that the relative density of the manufactured samples is high (about 99.931 Vol.-%). Compared to other measurement techniques, the µCT method allows measuring the whole volume and not only the porosity of a cut view section. Thus, the porosity value is more reliable. After HIP processing, the relative density is further increased and a relative density of 99.9981 Vol.-% was achieved. The results of the experiments have shown that HIP has a beneficial effect on the measured porosity value. But even after a HIP processing time of 4 h some pores still remain measurable.
Table 3: Porosity of SLM samples in different conditions
|
Short Term |
Porosity by µCT (Average Value) |
|
IN718 SLM |
0.069 +/- 0.012 vol.-%. |
|
IN718 SLM+HIP |
0.0019 +/- 0.001 vol.-%. |
Figure 1 shows some defects which were found in the microstructure after SLM processing without an additional HIP process. One observed type of defects has a spherical shape (Figure 1a). Another detected type of defect has a crack-like shape (Figure 1b). The reasons for these defects can be versatile. Shrinkage during cooling causing cracking, a nonsufficient melting that causes bonding problems, failures in the powder bed layer after layer recoating, and pores in the initial powder feedstock are only some possible hypotheses. Gerling et al. [24] verified pores in gas atomized powders which were filled with argon. The choice of poor process parameters is of course one reason for porosity [14] as well, but in this study the overall high relative density of the samples rebuts this cause. Yet, finding a reason for defects and pores is not the aim of the present paper. Instead, it was the aim of this research to determine the content of such defects. In order to obtain more information about the content of the identified defects, argon-analyses were conducted.

Figure 1: Defects in the microstructure of SLM samples. SEM image of a cross-section
The results of the argon-analyses are summarized in Table 4. The argon content of an Inconel 718 sample is 0.308 ppm directly after manufacturing (IN718 SLM). This value is increased about 6.3 times compared to conventionally manufactured Inconel 718 and C45 steel with an argon content of 0.049 ppm. The measured value of 0.049 ppm is the lower measuring limit of the measuring system. Hence, in this case, it can be assumed that the samples IN718 (conv.) and C45 (conv.) do not contain argon. However, the measured argon contents are below the upper argon limit of 0.40 ppm.
Table 4: Argon content of different samples
|
Short Term |
Average Value |
Standard Deviation |
|
IN718 SLM |
0.308 ppm |
0.021 |
|
IN718 SLM+HIP |
3.22 ppm |
1.078 |
|
IN718 SLM+HIP (core) |
0.36 ppm |
0.03 |
|
IN718 (conv.) |
0.049 ppm |
0 |
|
C45 (conv.) |
0.049 ppm |
0 |
Compared to the other samples, the IN718 SLM+HIP samples show high argon contents of about 3.22 ppm. This value clearly exceeds the upper argon limit of 0.40 ppm. For conventional HIP parts, this finding leads to the conclusion that the welded container had a leak and the process gas infiltrated the HIP process. Yet, this conclusion is not applicable for samples processed by means of SLM because no container or encapsulation is used for HIP processing.
Figure 2 shows a SEM image of a cross-section of an IN718 SLM+HIP sample. A reaction zone was formed at the surface of the sample. This reaction zone contains high amounts of chromium and oxygen (see Table 5). It is assumed that despite the usage of argon as process gas oxidation takes place. The contamination of the used argon gas with low amounts of oxygen or the residual content of oxygen in the argon are two possibilities for the occurring oxidation. The long thermal treatment with high gas pressures supports the oxidation even with the presence of low amounts of oxygen.
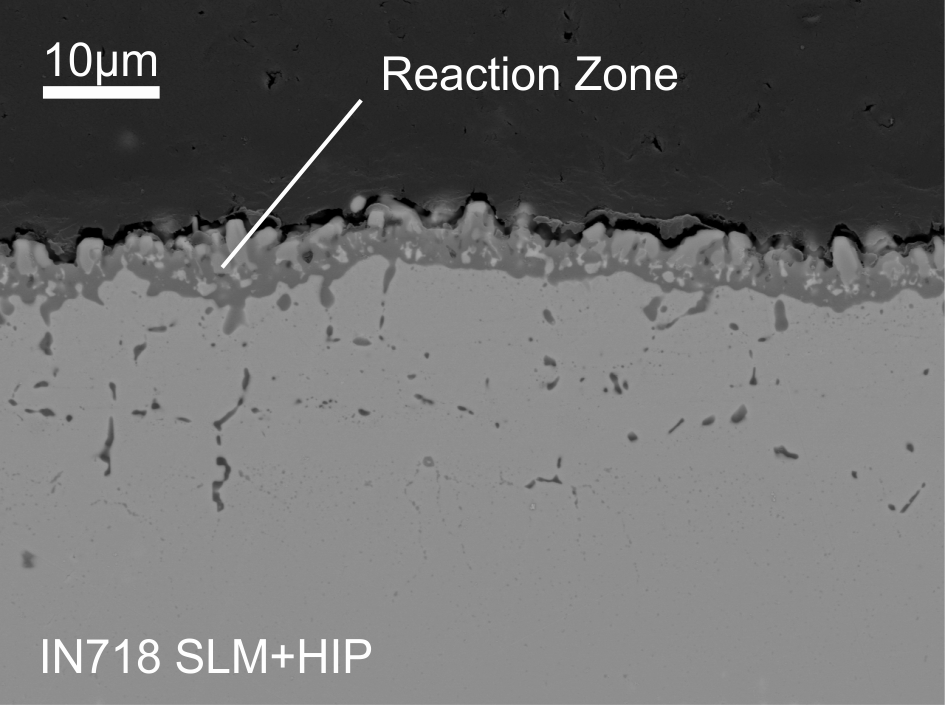
Figure 2: SEM image of the reaction zone at the surface of a HIPed IN718 sample
Table 5: Results of the energy dispersive x-ray spectroscopy (EDXS) of the reaction zone
|
Element |
Weight-% |
Atomic-% |
|
O |
41.71 |
69.64 |
|
Al |
0.73 |
0.73 |
|
Ti |
3.74 |
2.09 |
|
Cr |
51.88 |
26.65 |
|
Fe |
0.69 |
0.33 |
|
Ni |
1.24 |
0.56 |
For a further argon analyses the surface top layer (reaction zone) was removed, so that only the core material could be analyzed. For this purpose, the samples were ground until a shiny metallic surface was visible. The results of the argon analysis, conducted with the core material (IN718 SLM+HIP (core)), show an average argon content of 0.36 ppm (Table 4). This value is much smaller than the value of the IN718 SLM+HIP samples (3.22 ppm) and close to the values of the IN718 samples (0.308 ppm). Hence, the measured argon had to be entrapped in the surface close areas during HIP processing.
In the experiments, argon analyses were conducted to obtain information about the content of defects in IN718 samples, manufactured by means of SLM. The measuring results show that argon is entrapped in the samples (0.308 ppm), but the measured values are smaller than the tolerable limit (0.4 ppm). After post-densification by means of HIP, the samples show an increased argon content (3.22 ppm). This effect was attributed to the inclusion of argon in areas close to the surface. The argon content was reduced by removing the areas close to the surface by means of grinding. Overall, the measured argon content is smaller than the tolerable limit.
Two causes seem to be responsible for the measured argon content: Firstly, the presence of argon-filled pores in the powder feedstock due to the gas atomization process. The second cause could be the formation of defects during the SLM building process. These defects were filled with process gas and sealed with the next powder layer. In this case, the argon content will increase with an increased porosity and probably pass the tolerable limit. To eliminate this problem, the porosity should not exceed a defined limit. In other cases, argon analyses should be conducted.
The financial support by the German Research Foundation (DFG) Ti343/70-1 and Ni1327/4-1 is gratefully acknowledged.
[1] Gibson, I.; Rosen, D. W.; Stucker, B.: Additive manufacturing technologies. Rapid prototyping to direct digital manufacturing. New York 2010.
[2] Gebhardt, A.: Generative Fertigungsverfahren: Rapid prototyping - rapid tooling – rapid manufacturing, 3rd ed., Hanser, München 2007.
[3] VDI 3404: Additive fabrication - Rapid technologies (rapid prototyping) - Fundamentals, terms and definitions, quality parameters, supply agreements (2009).
[4] Osakada, K.; Shiomi, M.: Flexible manufacturing of metallic products by selective laser melting of powder. In: International Journal of Machine Tools & Manufacture 46 (2006), S.1188-1193.
[5] Schaak, C.; Tillmann W.; Nellesen, J.; Schaper, M.; Aydinöz, M. E.; Niendorf, T.: Functional Encapsulation of Laser Melted Inconel 718 by Arc-PVD and HVOF for Post Compacting by Hot Isostatic Pressing. In: Powder Metallurgy (2015), Vol. 58 (4), S. 259-264.
[6] Jia, Q.; Gu, D.: Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. In: Journal of Alloys and Compounds 585 (2014) 0, S. 713–21.
[7] Liu, F.; Lin, X.; Yang, G.; Song, M.; Chen, J.; Huang, W.: Microstructure and residual stress of laser rapid formed Inconel 718 nickel-base superalloy. In: Optics & Laser Technology 43 (2011) 1, S. 208–13.
[8] Amato, K. N.; Gaytan, S. M.; Murr, L. E.; Martinez, E.; Shindo, P. W.; Hernandez, J.; Collins, S.; Medina, F.: Microstructures and mechanical behavior of Inconel 718 fabricated by selective laser melting. In: Acta Materialia 60 (2012) 5, S. 2229–39.
[9] Lherbier, L. W.; Novotnak, D. J.: The Pluses and Minuses of Additive Manufacturing: Proceedings Euro PM2014 (2014), Salzburg, Austria.
[10] Warren, J.; Wei, D. Y.: The cyclic fatigue behavior of direct age IN 718 at 149, 315, 454 and 538 °C. In: Materials Science and Engineering: A 428 (2006) 1–2, S. 106 15.
[11] Korth, G.: Creep rupture of alloy 718 after thermal aging. In: JOM 52 (2000) 1, S. 40-42.
[12] Miller, M.; Babu, S.; Burke, M.: Comparison of the phase compositions in Alloy 718 measured by atom probe tomography and predicted by thermodynamic calculations. In: Materials Science and Engineering (202), S. 84–88.
[13] Angrish, A. (Hrsg.): A critical analysis of additive manufacturing technologies for aerospace applications, Aerospace Conference, 2014, IEEE 2014.
[14] Kruth, J. P.; Badrossamay, M.; Yasa, E.; Deckers, J.; Thijs, L.; van Humbeeck, J.: Part and material properties in selective laser melting of metals. In: Proceedings of the 16th International Symposium on Electromachining (2010).
[15] Stoll, P.; Spierings, A.; Wegener, K.: Gute Poren – Erwünschte Porosität in SLM-Werkstücken. In: RTeJournal - Fachforum für Rapid Technologie 2015, (2015), 1.
[16] Blackwell, P. L.: The mechanical and microstructural characteristics of laser-deposited IN718. In: Journal of Materials Processing Technology 170 (2005) 1-2, S. 240-246.
[17] Osakada, K.; Shiomi, M.: Flexible manufacturing of metallic products by selective laser melting of powder. In: 1st International Conference on New Forming Technology; 1st International Conference on New Forming Technology 46 (2006) 11, S. 1188–93.
[18] Dadbakhsh, S.; Hao, L.: Effect of hot isostatic pressing (HIP) on Al composite parts made from laser consolidated Al/Fe2O3 powder mixtures. In: Journal of Materials Processing Technology 212 (2012) 11, S. 2474-83.
[19] Abe, F.; Santos, E.C.; Kitamura, Y.; Osakada, K.; Shiomi, M.: Influence of forming conditions on the titanium model in rapid prototyping with the selective laser melting process. In: Journal of Mechanical Engineering Science, Proceedings of IMechE 217C (1) (2003), pp. 119–126.
[20] LaGoy, J.L., (Bodycote HIP N.A.): A Brief Explanation of Hot Isostatic Pressing (HIP) as it Pertains to AM, Metallic Materials for Additive Manufacturing – CIMP3D, Pennsylvania State University, USA, 2013.
[21] Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H. A.; Maier, H. J.: On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. In: International Journal of Fatigue 48 (2013) 0, S. 300–07.
[22] Qiu, C.; Adkins, Nicholas J. E.; Attallah, M. M.: Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. In: Materials Science and Engineering: A 578 (2013) 0, S. 230–39.
[23] Hofer, B.; Volker, K.-U.; Bigolin, F.: The effect of Argon on HIP parts, permissible values and concentration determination. In: Proceedings, Euro PM 2012, Basel, Switzerland.
[24] Gerling, R.; Leitgeb, R.; Schimansky, F.: Porosity and argon concentration in gas atomized TiAl powder and hot isostatically pressed compacts. In: Materials Science and Engineering: A 252 (1998) 2, S. 239–47.
[25] Atkinson, H. V.; Davies, S. (2000): Fundamental aspects of hot isostatic pressing: An overview. In: Metall and Mat Trans A 31 (12), S. 2981-3000.
Christopher Schaak, M.Sc.
Lehrstuhl für Werkstofftechnologie, TU Dortmund
Leonhard-Euler-Str. 2
44227 Dortmund
Email:
christopher.schaak@udo.edu
WEB:
www.lwt.mb.tu-dortmund.de
Prof. Dr.-Ing. Wolfgang Tillmann
Lehrstuhl für Werkstofftechnologie, TU Dortmund
Leonhard-Euler-Str. 2
44227 Dortmund
Email:
wolfgang.tillmann@udo.edu
WEB:
www.lwt.mb.tu-dortmund.de
Prof. Dr.-Ing. habil. Mirko Schaper
Lehrstuhl für Werkstoffkunde, Universität Paderborn
Warburger Str. 100
33098 Paderborn
Email:
schaper@lwk.uni-paderborn.de
WEB:
http://mb.uni-paderborn.de/werkstoffkunde/
WEB:
http://dmrc.uni-paderborn.de
Mehmet Esat Aydinöz, M. Sc.
Lehrstuhl für Werkstoffkunde, Universität Paderborn
Warburger Str. 100
33098 Paderborn
Email:
aydinoez@lwk.uni-paderborn.de
WEB:
http://mb.uni-paderborn.de/werkstoffkunde/
WEB:
http://dmrc.uni-paderborn.de