Untitled Document
© 2013 Manuel Esperon-Miguez, Lizenznehmer RTejournal, weitere Informationen sind zu finden unter: http://www.dipp.nrw.de/service/dppl/
urn:nbn:de:0009-2-39595
Additive Manufacturing (AM) presents numerous advantages over traditional manufacturing methods, especially for demanding applications in the aerospace sector. Its capability to produce components with geometries that could not be manufactured through other methods and the lower loss of material have been major drivers behind the research in AM. However, the benefits of AM are not limited to producing parts for new designs and it can have a significant impact for Maintenance Repair and Overhaul (MRO) organizations by helping to eliminate stocks of parts and delivery times (1).
Integrated Vehicle Health Management (IVHM) systems monitor the condition of several aircraft components to help MRO organizations to plan their activities to reduce maintenance cost and increase fleet availability. This is achieved by capturing data from multiple sensors and analysing them with algorithms capable of detecting and isolating faults – in what is commonly referred to as diagnostics– and, in some cases, estimating the Remaining Useful Life (RUL) left in the component –known as prognostics.
The former eliminates the need to dedicate time trying to identify failed components through trial-and-error or having to disassemble complex subsystems. This can be a very time-consuming task for components that interact with different systems and whose failure present symptoms that are difficult to interpret. The latter helps to plan maintenance operations to minimise maintenance cost and loss of availability. Prognostics tools also avoid running components until they fail, eliminating the risk of secondary damages to other subsystems.
Combining IVHM and AM can enhance the benefits that both sets of technologies bring to MRO organizations. Information generated by IVHM systems can trigger the production of spare parts eliminating the need for large stocks of components. At the same time, AM can be used to facilitate the detection and prediction of faults, for example, by helping redesign parts to retrofit additional sensors. These and more synergies will be described in the following sections.
IVHM systems start at the component level with sensors being used to measure parameters that can be correlated with the condition of the part. The set of sensors used to gather these data are usually a combination of existing sensors used for control purposes or some basic health monitoring with new additionally sensors added to improve the amount and quality of information compiled.
Signals from sensors need to be transmitted and post-process to facilitate the storage and analysis of data. Sometimes raw data is post-processed as it is being gathered using “smart sensors”, reducing the size of data packages and allowing for information to be transmitted through data buses that are close to their maximum capacity.
This information can be stored on board to be downloaded to a ground station on a regular basis (normally after each flight) where it will be subjected to further post-processing and analysed to detect and isolate faults or estimated the RUL of the component. Since on-board memory is limited, engineers can be forced to truncate datasets in order to be able to store data from a full flight. A good example can found in Health and Usage Monitoring Systems (HUMS), which are widely used for helicopters, which only store changes in signals every time their value crosses a predefined set of thresholds (2, 3).
This data reduction results in a loss of information that can undermine the accuracy of the IVHM system. A solution to this problem can be to install sufficient computing power on board to run condition monitoring algorithms, thus reducing data storage to a one a few bites that describe the state of component (healthy or failed, and its RUL). However, installing an additional on board computer on each aircraft can be expensive compared to having a smaller number of ground stations, which are often much cheaper than any on board system. Engineers must find the optimal on-board/off-board partitioning that produces the best diagnoses and prognoses with a minimum cost.
Regardless of the type and amount of data stored on board, there will always be a need to extract these data from each aircraft so maintenance tasks can be planned according the information provided by the IVHM system. Some basic IVHM systems simply use memory cards that are physically removed from the main IVHM box and then downloaded into a ground station. Other systems provide an external connection that can be accessed from the outside of the aircraft to which a ground station or downloading device is connected with a cable. Most advanced systems use wireless communication to transmit information directly to a centralised IVHM system, either using a short range connection while the aircraft is on the ground, or using satellite communication (4).
Once the information has been downloaded it must be accessible to MRO personnel to plan maintenance tasks accordingly. More advanced IVHM systems use centralised data storage systems that can be used to analyse the performance of maintenance operations, improve flight scheduling, and even help to improve the accuracy of IVHM algorithms.
Maintenance stops are comprised of a set of individual steps that need to be followed in order to return a faulty system to its healthy condition (corrective maintenance) or to avoid a failure by replacing it before it fails (preventive and predictive maintenance). IVHM diagnostic tools eliminate the undetected time, fault diagnostic time, and fault localization time (Figure 1). In some instances, the check-out time can also be reduced thanks the monitoring capability provided by the IVHM system.
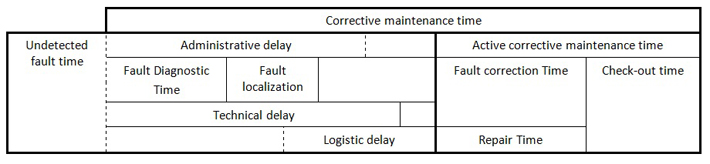
Figure 1 Maintenance time division of corrective maintenance tasks (5)
Prognostic tools can be seen as a way to avoid corrective maintenance and perform a form of preventive maintenance in which logistical and technical delays –those due to the shipping of components and waiting for equipment to become available– can be significantly reduced if the prognosis can be generated with enough anticipation (Figure 2). However, for components with limited availability and prolonged delivery times an IVHM system might not provide sufficient lead time to avoid logistic delays.
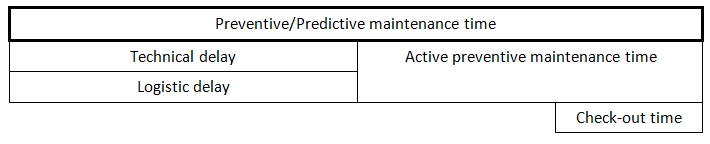
Figure 2 Maintenance time division of preventive maintenance tasks (5)
By introducing AM in the equation, MRO organizations can eliminate the need to ship components by setting up AM machines to produce spare parts in-situ as they become necessary (Figure 3). The result is a much shorter delay whose duration is equal to the time needed to manufacture the new spare part.
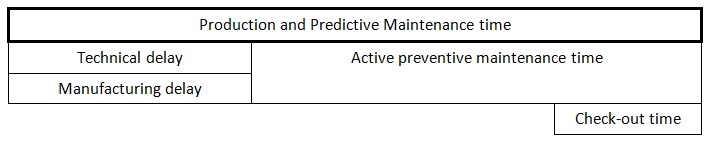
Figure 3 Maintenance time division of predictive maintenance tasks using IVHM and AM
As mentioned before, some IVHM system can transmit data wirelessly during the flight. In this case it would be possible to set up a system that would automatically trigger a production order for a new part even before the aircraft arrives at its destination. We see how, with a fully integrated IVHM-AM system, the duration of maintenance activities can be reduced to the duration of active maintenance time or “spanner-in-hand” time.
The development of an IVHM system is usually undertaken after the design of those components it is supposed to monitor. Moreover, most IVHM are designed after the production lines for most parts of an aircraft are already in place. Consequently, engineers involved in the design of IVHM systems are often forced to adapt to existing component designs.
With limited space and stringent weight constraints, adding sensors to monitor additional parameters is often impossible. Even when space and mass are not a problem, redesigning parts so they can accommodate new sensors would often mean modifying production lines, or even having to set up new ones if the aircraft is an old design and the component has been out of production for years. The cost of new production lines cannot be justified by the limited economic return that would result from an increase in the accuracy of an IVHM system.
However, AM presents a solution to this problem by allowing engineers to modify part geometries to accommodate new sensors without the need to set up or modify existing production lines. The result is not only an improvement in the amount and accuracy of the data being collected on each component, but also the possibility of increasing the coverage of the IVHM system by monitoring components that did not count with sufficient sensors to gather the data necessary to run diagnostic or prognostic algorithms.
Having the freedom to modify a component’s geometry can also be used to facilitate the detection and prediction of faults by making the degradation easier to monitor. With mechanical components often exhibiting a very characteristic response when being subjected to vibration, it is possible to detect and predict the failure of some parts as their behaviour changes as damage progresses. The reason is that, as cracks appear and propagate, the stiffness of a part changes and so do its natural frequencies.
The approach often followed to monitor this type of degradation consists on using accelerometers to analyse the frequency response of the part. As damage progresses, algorithms analyse the changes in the amplitudes being measured at different frequencies and compare the frequency profile with some predefined patterns. Unfortunately, mechanical components often operate in noisy environments, making it difficult to detect small changes in the frequency response of a given part.
Using AM engineers can modify the geometry –and therefore the mass distribution and overall stiffness– of a given part (within certain limits). If the modification is done correctly, it is possible to make sure that once a certain crack reaches a pre-established size, one of the natural frequencies of the component coincides with a source of vibration with the same frequency (e.g.: a rotating piece of equipment, a flapping). The result will be an amplification of the vibration, making it easier to pick up by the sensors.
Additionally, once an IVHM is used to monitor the degradation of parts produced using AM, a significant amount of data starts to be generated. Over time this information can be used to detect and study any differences in the way parts made using AM degrade compared to parts produced using conventional manufacturing methods. These data can also help identify problems with AM equipment that result in an increase of failure rates or degradation rate of parts.
In summary, an integrated IVHM-AM system that enables the modification of parts to suit the need of degradation algorithms can help to eliminate logistic delay, and at the same time, have a positive impact on the accuracy of diagnoses and prognoses.
Both IVHM and AM have reached a level of maturity that allows MRO organizations to benefit not just from the new capabilities each filed can bring separately, but also from the additional functionalities that arise when combined. The avoidance of delays thanks to more accurate degradation monitoring and in-situ production of spare parts could potential transform the maintenance of many mechanical components into a set of tasks short enough not to have a significant impact on the availability of an aircraft. With the average age of many commercial fleets being now measured in decades and maintenance organizations shifting to availability-based contracts the implementation of IVHM-AM is not only going to be beneficial, it is likely to become essential for MRO organizations to remain competitive.
The work presented in this paper has received funding from the European Union’s Seventh Framework Programme (FP7/2007-2013) under grant agreement n°605779.
1. Khajavi SH, Partanen J, Holmström J. Additive manufacturing in the spare parts supply chain. Comput Ind. 2014 1;65(1):50-63.
2. Perkins S. MSc thesis - exploring optimisation and utilisation of helicopter HUMS data.[dissertation]. Cranfield University; 2011.
3. Wakefield NH, Bryant KPJ, Knight PR, Azzam H. FUMS™ artificial intelligence technologies including fuzzy logic for automatic decision making. Fuzzy information processing society, 2005. NAFIPS 2005. annual meeting of the north american; ; 2005.
4. Boeing: 787 GoldCare -- airplane business solutions [Internet].; 2011. Available from: http://www.boeing.com/commercial/goldcare/index.html.
5. BS 4778-3.1:1991 Quality Vocabulary - Part 3 Availability, Reliability and Maintainability Terms, 1991).
Manuel Esperon-Miguez
IVHM Centre, Cranfield University
Cranfield MK43 0AL
United Kingdom
E-Mail:
m.esperonmiguez@cranfield.ac.uk
Phone: +44 (0) 1234 754 057