The advantages of additive manufacturing technologies (AMT) are among others the possibility to realize geometries with almost arbitrary shape complexity. Another advantage is that preprocessing efforts shrink compared to conventional manufacturing processes (e.g. the production of casting moulds is unnecessary). One of the most important advantages of AMT is the fact that functional parts can be manufactured in only a few days or even hours. In addition, the manufacturing costs in case of small numbers of pieces are relatively low [1]. These two advantages also characterize other rapid prototyping technologies using simple moulds. Thus AMT as well as moulding-based rapid manufacturing technologies (MBRMT) are considered in this paper. The advantages of low costs and short time-to-product make these technologies very attractive for the use in industrial product developments, e.g. in the automotive sector [2]. Designers want to have their ideas realized which in a first step only exist virtually. Engineers need prototypes in order to check the function of adapted or latest developed parts. Additionally, there is also a need to check the geometry of complex assemblies consisting of many parts. All this makes the application of AMT and MBRMT very attractive - also for the validation of functional parts. Up to now, the functional parts of the automotive cockpit get validated on the one hand virtually by FEM-simulation and on the other hand physically by hardware tests in which the functional parts are circulated an ageing process in fast motion in order to ensure the high quality of the functional parts. Since the geometries of the functional parts change continually during the developing process and the casts for injection moulding needed for the series’ production are very expensive hardware can be available only very late in the development process. Thus there is just a small time slot to do hardware tests needed for validation. This time problem could be eliminated if prototype parts could be used for the validation in hardware tests. Requirement is that the mechanical properties of the prototypes are similar to those of the series parts. From today’s point of view this is not the case. Materials of the additive technologies as well as for the cast based prototyping parts rely on the process parameters and vice versa. Each technology can only process a few polymer types with mostly limited material qualities: Lithography-based AMT use photosensitive resins, which have significantly different thermomechanical properties compared to thermoplastic materials used in injection moulding. Selective laser sintering is limited to polyamide materials (PA11, PA12 or PA6). Moulding based rapid manufacturing processes rely mostly on polyurethane. In the automobile’s cockpit multiple different polymer types are used in addition to PU and PA, e.g. ABS and ABS-PC. AMT materials will therefore have different thermomechanical properties compared to traditionally used polymers. Additionally, AMTs are based on layered manufacturing principles, leading to potentially anisotropic parts. In order to quantify these differences series materials as well as prototyping materials are investigated in this research.
Hence mechanical properties of AMT- and MBRMT- as well as series materials are determined. The thus determined material properties of AMT- and MBRMT-materials are opposed to series material properties in order to quantify the differences between these material classes. To keep the amount of work within reasonable boundaries, only the most important thermomechanical properties for automotive applications were investigated in this work. Due to the temperature range which is relevant for the automotive cockpit material properties need to be determined at temperatures between -30°C and 85°C. This paper focuses on the most relevant mechanical properties like impact strength, Young’s modulus, strain at break and tensile strength at low (LT) (-30°C), room (RT) ( 23°C ) and high temperature (HT) (85°C). All these values got determined based on standards. For the tensile tests DIN EN ISO 527-1 [3] was used. The samples for the tensile tests were of type 1A according to the standard DIN EN ISO 20753 [4]. Impact strength got determined by Charpy on the unnotched standard test sample in the edgewise impact direction according to the standard DIN EN ISO 179 [5]. After the exact values are obtained the mean value as well as the standard deviation can be calculated and visualized. Fracture surfaces of selected specimens were investigated by scanning electron microscopy (SEM).
In order to evaluate the anisotropy of the parts, specimens were built in different directions. AMT-parts were built lying in the xy-plane, turned through 45° and 90° around the x-axis. As the AMT-market grows and grows [6] there are a lot of AMT-technologies available nowadays [7]. The AMT-technologies investigated here are: stereolithography (SLA), selective laser sintering (SLS), fused deposition modeling (FDM) and Polyjet-printing (3DP). The AMT-materials selected for this research are: Durus White (3DP), Vero Clear (3DP), Accura Xtreme (SLA), Somos Next (SLA), Somos 18420 (SLA), ABS-M30 (FDM), PC-ABS (FDM), Ultem (FDM), DuraformEX (SLS), DuraformHST (SLS) and PA2221 (SLS).
MBRMT-technologies offer the advantage that they are cheaper than AMT-technologies in case of larger series [8]. Since MBRMT- as well as series materials are not known to be anisotropic only one build orientation is investigated and chosen due to manufacturing aspects in order to keep fabrication effort low. The MBRMT-technologies investigated in this paper are: vacuum moulding (VG), Reaction-Injection Moulding (RIM) and a related process, NylonMold. The MBRMT-materials considered here are: PX223 (VG), PX226 (VG), PR751 (VG), 3602/3905 (RIM), 3603/3905 (RIM), NM27H (NylonMold) and NM27H GF15 (NylonMold).
As a comparison the AMT- and MBRMT-materials are benchmarked against series injection moulding materials. Since ABS-PC plays an important role in the automotive cockpit as a series material, several injection moulding ABS-PC granulates are investigated. Each series materials’ property is summarized in a mean value which can be compared to the properties of the AMT- and MBRMT-materials.
The material results are visualized by a combination of bar chart and xy-plot. The bars represent the material properties of the investigated AMT- and MBRMT-materials. In order to compare the thermomechanical properties of these materials to the series materials’ properties the series materials’ mean value is illustrated as a constant curve (black line). To facilitate the comparison of the AMT- and MBRMT-materials and -technologies each technology is represented in a certain colour: the 3DP-materials are green, the FDM-materials are printed in yellow, the SLA-materials in blue, and the SLS-materials in red, the vacuum injection materials in brown, RIM-materials in grey and NylonMold-materials in purple. The material classes are compared with respect to the thermomechanical material properties.
Considering the measured values for Young’s modulus it is obvious that there are AMT- and MBRMT-materials which have a similar Young’s modulus at room and low temperature as series materials have (figure 1). At high temperatures Young’s modulus of the AMT- and MBRMT-materials decreases significantly whereas Young’s modulus of series material is with 1701 MPa still high (figure 2).
If we compare the values for the measured tensile strength at low, room and high temperature it becomes obvious that there are several MBRMT- and AMT-materials which have material properties similar to that of series materials as can be seen from figure 3.
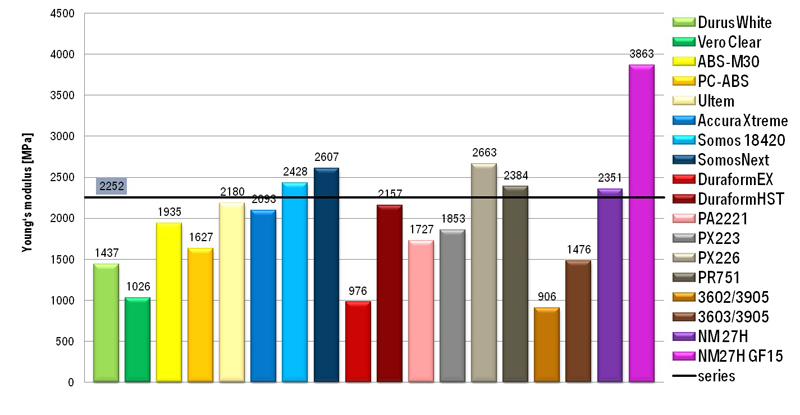
Figure 1. Young’s modulus at room temperature.
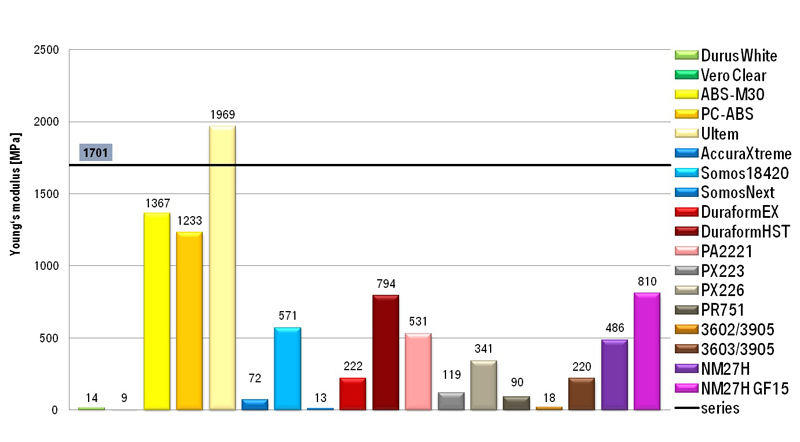
Figure 2. Young’s modulus at high temperature.
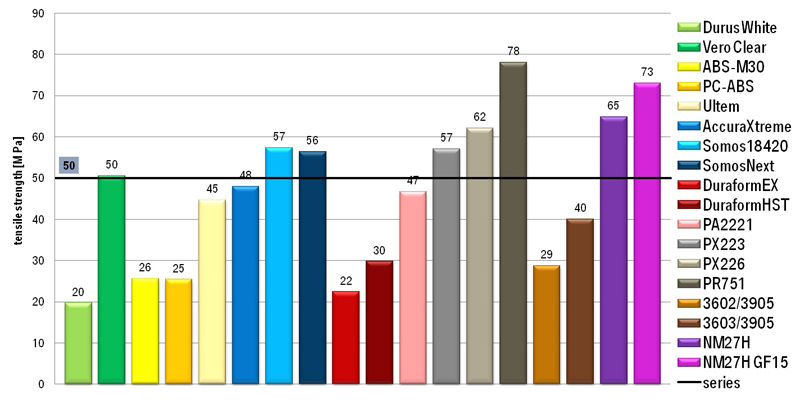
Figure 3. Tensile strength at room temperature.
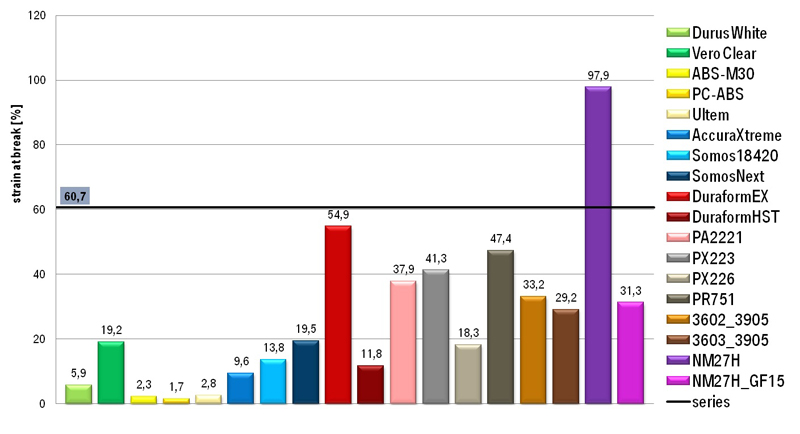
Figure 4. Strain at break at high temperature.
The values for strain at break yield a different picture: In all temperature ranges investigated (low, room and high temperatures) strains at break of AMT- and MBRMT-materials differ significantly from the series materials’ strain at break (compare e.g. strains at break measured at high temperature illustrated in figure 4). Only the MBRMT-material NM27H has a value of strain at break which has series level.
The overall picture of the comparison of impact strength of AMT- and MBRMT-materials and series materials is similar to the picture that is generated by the strains at break: The level of the impact strengths of AMT- and MBRMT-materials is much lower than that of the series materials in case of low and room temperature (compare figure 4 and figure 5). There is only one material, a MBRMT-material, NM27H, that has an impact strength at room and low temperature which reaches series level and is even higher than series materials’ properties (figure 5). In case of high temperatures the difference between series and AMT- as well as MBRMT-material is not as severe (figure 6). In case of high temperatures the impact strength of a glass fibre reinforced material, NM27H GF15, has values close to the series materials.
Considering the results for impact strength it can be summarized that most of the AMT- as well as of the MBRMT-parts are not sufficiently impact resistant. Thinking about the materials which are processed in AMT and MBRMT this is a natural result. For example, Polyjet and stereolithography materials are photosensitive acrylates and resins which are known to be brittle. Nevertheless, some of the results are surprising. Quite surprisingly the impact strengths of the investigated photopolymerizable SLA-materials (Accura Xtreme 36 kJ/m2, Somos 18420 12 kJ/m2 and Somos Next 45 kJ/m2) are quite comparable to most thermoplastic AMT-materials (ABS-M30 13 kJ/m2, PC-ABS 23 kJ/m2 and Ultem 27 kJ/m2) (compare figure 5). The explanation for this unexpected behaviour can be found in the scanning electron microscopy images of the corresponding fracture surfaces of SLA-parts (figure 7). The observed surfaces are typical for materials with low ductility, with no signs of plastic deformation on the fracture surfaces. But the materials are free of voids and pores and no signs of anisotropy due to the layered manufacturing can be found. The material properties of the SLA-materials therefore depend only slightly on the build orientation, e.g. the Young’s modulus at RT of AccuraXtreme varies from 2897 MPa to 2949 MPa for different build directions. In contrast to SLA, the FDM-samples are more prone to effects related to anisotropy and inhomogeneity caused by voids and pores. This leads to levels of impact strengths which are below the expected values. As indicated by the SEM-images, the microstructure of the FDM-parts is based on thermoplastic filaments which are in many cases not fully fused to each other, depending on the specific processing conditions (fig. 9). The resulting pores and voids act as internal notches, leading to a significant decrease in impact strength. For the characterized SLS-samples, a significant anisotropy regarding impact strength was observed. The Duraform EX-parts built in X00Y00Z00-orientation show with a value of 247 kJ/m2 a very high impact strength at RT, which has series level (266 kJ/m2). In contrast to that, the X45Y00Z00-parts (8 kJ/m2) as well as the X90Y00Z00-parts (4 kJ/m2) have an impact strength at RT which is close to zero in case of Duraform EX (compare figure 8). Thus Duraform EX is extremely anisotropic according to its layer-based fabrication. Considering the fracture surface of Duraform EX built in X00Y00Z00-orientation the problem becomes obvious (figure 10). The powder particles are well sintered within a layer. But the bonding of neighbouring layers is imperfect and has a lot of defects. Thus the laminar structure is a weak point. Hence the parts cannot resist stresses which mechanically load the interlaminar interfaces. Furthermore, the process parameters must be adapted to the material properties in a perfect manner. If this is not the case the SLS-part is defective. Comparing series Young’s modulus with the one of AMT- and MBRMT-materials at RT (2252 MPa) and at LT (2393 MPa) it becomes obvious that there are several AMT- and MBRMT-materials which are comparable to the series materials. For example NM27H has a Young’s modulus of 2380 MPa or Ultem 2352 MPa at low temperature. But there are also other candidates fitting well to series material regarding Young’s modulus at LT. Comparing Young’s modulus at room temperature there is again a variety of AMT- and MBRMT-materials similar to series. Thus Ultem (2180 MPa), AccuraXtreme (2093 MPa), Somos 18420 (2428 MPa), Duraform HST (2157 MPa), PR 751 (2383 MPa) as well as NM27H (2351 MPa) have a Young’s modulus of a similar level. In case of high temperature the values yield a different picture. While series materials have a Young’s modulus of 1701 MPa, the most of the AMT- and MBRMT-materials have a Young’s modulus below 1000 MPa. Only the FDM-materials which are ABS and ABS-PC have a Young’s modulus between 1233 MPa (PC-ABS) and 1969 MPa (Ultem). Comparing the values of tensile strength of all material classes there are also AMT- and MBRMT-materials which have a similar strength to series material. At RT series materials have a strength of 50 MPa. VeroClear, Ultem, Accura Xtreme, Somos 18420, Somos Next, PA 2221, PX 223 have a strength between 45 MPa and 55 MPa at RT. At HT Ultem (34 MPa) and NM27H GF15 (33 MPa) fit to series materials’ strength (32 MPa) well. In case of LT Accura Xtreme (73 MPa) and 3603/3905 (70 MPa) have a strength (68 MPa) which is close to series strength. However most of AMT- and MBRMT-materials have a value for strain at break which is decisively lower than the series’ strain at break. At RT most of the AMT- and MBRMT- materials have a value for strain at break which is below 20%. Durus Whites’s strain at break is 29,1% while series strain at break is 41,1%. Only NM27H (61,0%) has a strain at break which lies even above series level. In case of LT all AMT- and MBRMT-materials besides NM27H which has a strain at break of 19,8% have values for strain at break below 8% whereas series material has a strain at break of 19,4%. Again only NM27H has series level in all temperature ranges investigated. In case of HT the difference of strain at break between prototype and series materials is not as striking. Since there typically is a relation between strain at break and impact strength these observations correlate well with the results described above regarding impact strength.
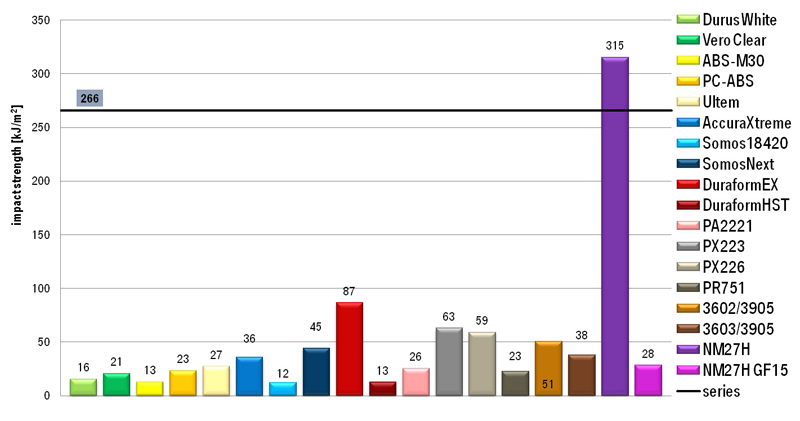
Figure 5. Impact strength at room temperature.
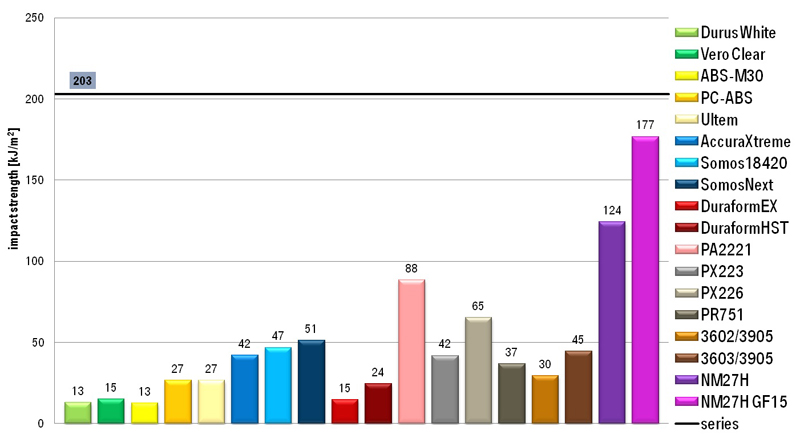
Figure 6. Impact strength at high temperature.
The comparison of thermomechanical properties of AMT- and MBRMT-materials versus series ABS-PC has shown that there are properties which are similar. Young’s modulus at room and low temperature are similar as well as tensile strength at low, room and high temperature. FDM offers the advantage that the utilized feedstocks are made of ABS and ABS-PC which have beneficial thermomechanical properties. Thus their Young’s modulus fits the series Young’s modulus quite well. Unfortunately, they are not impact resistant. In general there is a lack of AMT- and MBRMT-materials which have a strain at break and impact strength that has series level. This is a drawback which should be eliminated in the future in order to make AMT- and MBRMT-material more interesting for industrial applications. Only one MBRMT-material has an impact strength and strain at break that lies even above the series ABS-PC. In addition, several of the investigated materials showed significant anisotropy in their thermomechanical properties. To sum up, there are AMT- and MBRMT-materials which have series standard in certain properties. But there is no material which fits to the series in all material properties investigated. This means that despite the potential of AMT in automotive applications, further efforts regarding material development will be necessary to establish AMT materials in pre-series integration.
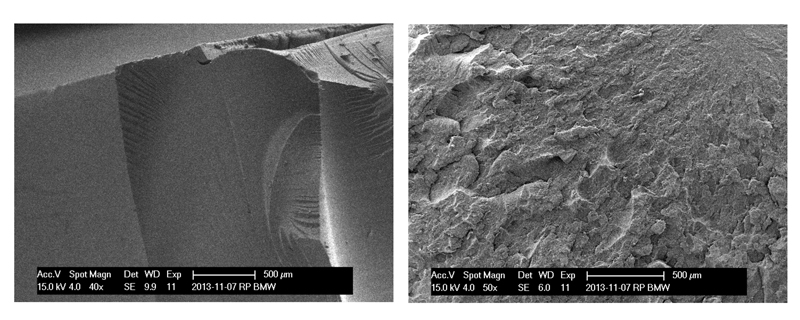
Figure 7. SEM-images of SLA-parts: AccuraXtreme X00Y00Z00 (left) and Somos Next X00Y00Z00 (right).
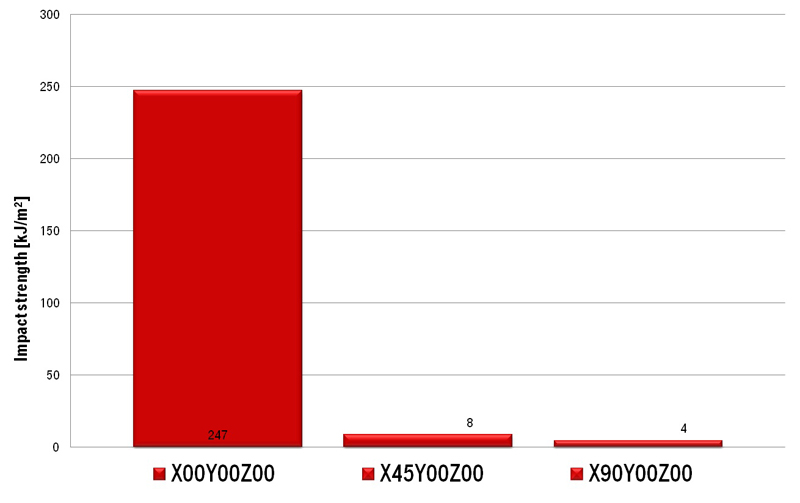
Figure 8. Comparison of build orientations of Duraform EX.
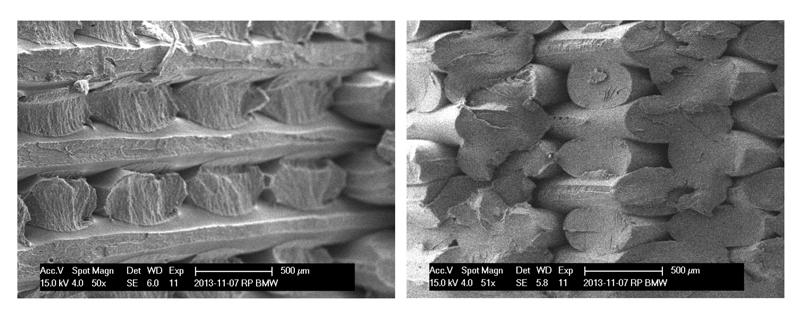
Figure 9. SEM-images of FDM-parts: PC-ABS X00Y00Z00 (left), Ultem X00Y00Z00 (right).
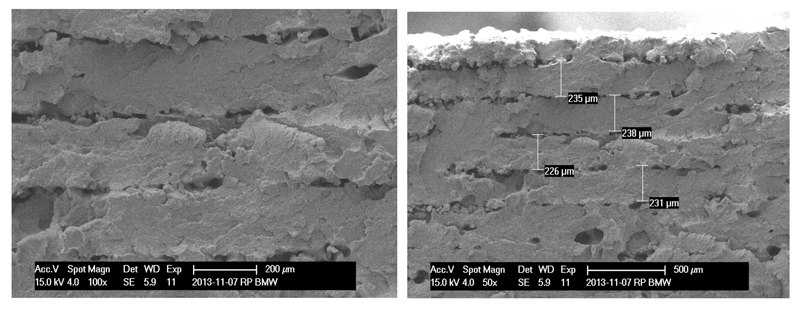
Figure 10. SEM-images of Duraform EX X00Y00Z00.
[1] Hopkinson N. and Dickens P. Rapid prototyping for direct manufacture. Rapid Prototyping Journal, 7:197–202, 2001.
[2] Campbell I., Bourell D., and Gibson I. Additive manufacturing: rapid prototyping comes of age. Rapid Prototyping Journal, 18:255–258, 2012.
[3] DIN 527-1. Kunststoffe - Bestimmung der Zugeigenschaften - Teil 1: Allgemeine Grundsätze (ISO 527- 1:2012); Deutsche Fassung EN ISO 527-1:2012, 2012.
[4] DIN 20753. Kunststoffe - Probekörper - Deutsche Fassung FprEN ISO 20753:2013, 2013.
[5] DIN 179-2. Kunststoffe - Bestimmung der Schlageigenschaften - Teil 2: Instrumentierte Schlagzähigkeitsprüfung, 2012.
[6] Kochan A. Rapid prototyping trends. Rapid Prototyping Journal, 29:510–528, 1997.
[7] Hopkinson N. and Dickens P. A comparison between stereolithography and aluminium injection tooling. Rapid Prototyping Journal, 4:253–258, 2000.
[8] Karapatis N.P., van Griethuysen J.-P.S., and Glardon R. Direct rapid tooling: a review of current research. Rapid Prototyping Journal, 4:77–89, 2012.
Dipl.-Ing. Theresa Swetly
BMW AG
Knorrstraße 147
80788 München
Deutschland
Email:
Theresa.Swetly@bmw.de
Internet:
www.bmw.de
Prof. Dr. mont. Dipl.-Ing. Jürgen Stampfl
Technische Universität Wien
Institut für Werkstoffwissenschaft und -technologie
Favoritenstraße 9-11
1040 Wien
Österreich
Email:
juergen.stampfl@tuwien.ac.at
Internet:
www.amt.tuwien.ac.at
Dr.ing. Dipl.-Phys. Gero Kempf
BMW AG
Taunusstraße 29
80807 München
Deutschland
Email:
Gero.Kempf@bmw.de
Internet:
www.bmw.de
Dipl.-Phys. Rainer-Michael Hucke
BMW AG
Knorrstraße 147
80788 München
Deutschland
Email:
Rainer-Michael.Hucke@ bmw.de
Internet:
www.bmw.de