Trends and Expertise Exchange within Rapid Manufacturing in Europe
© 2010 Ashok Sridhar; Lizenznehmer RTejournal, weitere Informationen sind zu finden unter: http://www.dipp.nrw.de/service/dppl/
urn:nbn:de:0009-2-23777
Zusammenfassung
Rapid Manufacturing (RM) umfasst den Begriff der direkten und wirtschaftlichen Bauteilherstellung des Serienprodukts aus 3D-Daten. Die Hauptvorteile sind u.a. das Wegfallen von Werkzeugen und eine Designfreiheit in der Produktentwicklung, die noch vor wenigen Jahren undenkbar war. Wenngleich heute eine Vielzahl von Werkstoffen im Kunststoff- und Metallbereich einsetzbar sind, konzentriert sich die Verbreitung des RM allerdings auf besondere Technologie- und Wirtschaftszweige, aufgrund mangelnder Erfahrungswerte, teilweise abweichender Werkstoffeigenschaften, fehlender Standards und ungeeigneter Testmethoden.
In der Praxis sind Ingenieure und Techniker stark darauf bedacht, auf etablierte Abläufe und Standards zurückzugreifen. Es ist daher schwer einen geeigneten RM-Prozess aufzubauen, wo wichtige Eingangsgrößen meist unbekannt sind. In diesem Bericht wird beschrieben, welche Informationskanäle es innerhalb Europas zum Thema RM gibt und welche Hochschulen und Forschungszentren Aktivitäten aufweisen. Darüber hinaus werden Anwendungsfelder des RM aufgeführt, die über die bekannten Anwendungsfelder hinaus gehen. Dazu gehören Anwendungen im Bereich der Elektrotechnik, Raumfahrtinstrumentation und der Mode.
Obwohl nicht alle Anwendungen des RM in diesem Bericht aufgeführt werden, sind einige Schlüsselinformationen im Bereich innovativer Anwendungen von RM enthalten.
Abstract
This paper is a review of the latest trends and applications in the realm of rapid manufacturing in Europe. The channels and platforms for expertise exchange between companies, universities and research centres within Europe have also been listed. The Rapid Manufacturing methods dealt with in this paper include, but not limited to, Stereolithography, Selective Laser Sintering and Melting and 3D Printing. Various application areas like automotive, instrumentation, electronics, construction, architecture, fashion and medical have been covered.
Rapid Manufacturing (RM) is a collective term to denote methods and production technologies that permit production of parts from various end materials in an additive manner. These technologies are neither subtractive nor formative [1] i.e. there is no need for moulds, fixtures and the like. Actually, RM technologies are the same as those that were developed for Rapid Prototyping (RP) [2]. The most important of them are Stereolithography (SLA), Selective Laser Sintering (SLS), Direct Metal Laser Sintering (DMLS), Laser Engineered Net Shaping (LENS), Selective Laser Melting (SLM) and 3D printing [3]. In other words, RM makes use of RP machines to fabricate parts directly. Hence, it would be fair to classify RM as a cluster of layer manufacturing or freeform fabrication technologies. RM offers a high degree of customisation, personalisation and flexibility to today’s manufacturing processes.
The Society of Manufacturing Engineers (SME) uses the term Direct Digital Manufacturing (DDM) instead of RM, as RM has become a generic term meaning any process that can manufacture rapidly. It should be mentioned here that RM does not mean rapid manufacturing of products; it just refers to the rapid path to product manufacturing. In this paper, the term RM is used instead of DDM, to be in-sync with most of the publications in this field. The application of these layer manufacturing technologies to manufacture parts used in production processes is termed as Rapid Tooling (RT) [4], which completes the triumvirate of terms used to describe the applications of layer manufacturing technologies. The application of RT has been published quite widely, some examples being [5, 6].
While RP, RT and RM are very much in vogue as far as modern manufacturing is concerned, a significant chunk of engineers and technicians are still not able to clearly understand the terminologies and differentiate between these three related topics. In 2003, an expert committee of representatives from both industry and academia was put together by the Association of German Engineers (VDI), in order to define a general code within the rapid environment. Under the VDI-code 3404, there is now a platform guiding the non-expert and providing recommendations regarding, for example, delivery agreements or testing methods. It is also aimed at improving the communication between the suppliers and the customers, and to promote friction-free process development [7]. Another platform for information exchange in Europe is the RM-platform, a virtual platform with an objective to contribute to a coherent strategy, understanding, development, dissemination and exploitation of RM [8]. It is a community of mainly industrial stakeholders and research centres defining research and development priorities, timeframes and action plans on a number of strategically important issues related to RM. Several fairs in Germany, such as the RapidTech at Erfurt, the Fraunhofer-IPA technical fair and of course the Euromold also highlight annually the latest trends in RM and provide a good platform for knowledge exchange at different levels. Eurostampi, held every year in Parma, Italy, also serves as a platform for knowledge exchange and networking.
In this paper, an overview of applications, latest trends, collaborations and expertise exchange within Europe in the field of RM is provided. The main aim of this paper is to disseminate these details for the benefit of researchers in the academia as well as those associated with the industry.
RM finds its application in the automotive industry for small-scale production and test series production. Many Formula One teams and companies involved in the creation of specialised vehicles and custom vehicles already use RM technologies [9]. For example, covers for the gearbox, fuel system float chamber, water pump and water manifold on a 2005 World Championship 250cc motorcycle were produced by the SLS process using a carbon fibre-reinforced polyamide material by CRP Technology, an Italian firm. These components exhibited high stiffness, dimensional accuracy, lightness and liquid-tightness. Previously, these parts were cast in magnesium and aluminium alloys [3]. Companies like Renault of France are also actively involved in RM, demonstrated by their joint technical paper with Boeing of U.S.A, titled ‘Immediate industry needs to fully engage the rapid manufacturing revolution’, at RAPID 2007, North America’s largest RM conference and exposition. At the 78th International Motor Show in Geneva in Switzerland, Pininfarina, an Italian car design firm, presented the Sintesi, a new futuristic concept car. This concept car had several SLA components like instrument panel, radiator, remote controller etc [10]. University Racing Eindhoven from Eindhoven in the Netherlands designed and optimised an ideal geometry for the air intake manifold of their single-seater race car and got it produced by the RM specialists at TNO, also based in the Netherlands, using SLS (see Figure 1). It was successfully deployed in all the races of Formula Student, an international racing event held in England [11]. The Rapid Manufacturing Research Group of Loughborough University in the U.K. has developed a method for customised seating for combat aircraft, intended to enhance the comfort levels of the pilots by producing parts that are customised to their body shapes. During the course of this research, the seat profiles were produced using SLA in conjunction with 3D scanning techniques and RM software [12]. It was concluded that these techniques have the ability to change the paradigm for products that are truly individual in aesthetics and design. Martin Baker Aircraft Company Limited, also based in the U.K., collaborated with Loughborough University in this project.
In spite of all these developments, the problem however does remain, that RM is not an established process. Rather, it is a group of technologies applied by the engineer, who is familiar with not only the latest processes, but also with the limitations and process constraints. Therefore, RM needs to be formally listed in specification sheets or recorded during the development process, so that it can be fully integrated into the manufacturing chain. If such an implementation is made, the automotive industry can make use of the previously unknown design freedom offered by RM.

Figure 1: Air intake manifold made using SLS at TNO, the Netherlands [11]
The outcome of a research work carried out at University of Liege, Catholic University Leuven and Crif, all based in Belgium, reveals that RM results in drastic decrease of the number of separate parts and bolted junctions, leading to better predictability of mechanical and thermal behaviour, thereby limiting the risk of imperfect junctions. The output of this research includes a guidelines document on how to perform a space instrument design using the advantages of RP/RM technologies [13]. It was proposed that RM could be used during testing and qualification of an instrument, as well as for producing ground support equipments. In addition, non-structural parts like covers, small frames, complex parts etc. that are used in space instrumentation, can be produced using RM technologies. The development of new materials for RM, like the small-grained nanopowder and SiC powder, will usher the extensive application of RM technologies in such areas. It is hoped that advancements in materials, combined with improvements in manufacturing technologies, will enable the application of RM to produce structural parts as well.
Electronics lends itself to additive fabrication. For most part, the electronic components have small dimensions, and while often made in huge quantities, small batch fabrication is also important [14]. With the advent of new polymer and metal-based materials and inks, the application potential for RM in electronics fabrication has increased significantly. Among the various RM technologies that vie for a share of the pie, inkjet printing is emerging as one of the forerunners. This technology can be used to print passive circuit components like resistors, capacitors and inductors, as well as diodes, Organic Light Emitting Diodes (OLEDs) and circuit interconnections. With inkjet printing, it is possible to directly print the desired circuit component at the desired location. This avoids hundreds or even thousands of pick-and-place operations to mount components like resistors on a circuit board. Figure 2 depicts an inkjet printed 14-inch OLED display [15], fabricated at Cambridge Display Technology, U.K., one of the leaders in this field.
Inkjet printers used in electronics fabrication operate in the same manner as the printers used in offices and homes to print on paper. Instead of the normal inks, so-called functional inks are used. Two main types of functional inks are currently used: conducting or conjugate polymer-based inks like Baytron from H.C. Stark GmbH & Co.KG, Germany, and metal nanoparticle-based inks like Harima silver nanopaste from Harima Chemicals Inc., Japan. The former is mainly used in the fabrication of OLEDs [16] and the latter, for printing conductive tracks and circuit interconnections [17,18]. Apart from flexibility, inkjet printing offers a great degree of fabrication freedom, as it is a non-contact process.
The application of polymer-based inks in electronics has been termed ‘polymer electronics’. The advantageous use of polymer electronics has been identified in such applications, where simple electronics functions have to be realised at very low cost and high volume [19]. Such circuits, typically fabricated on endless flexible substrates i.e. foils by reel-to-reel manufacturing, are ideally suited for implementing inkjet printing. Here, one can see an exception to the rule: unlike other RM technologies, inkjet printing actually has the potential to be a small batch as well as a medium to high volume production method. That inkjet printing is being researched as a potential fabrication method for the high volume production of Radio Frequency Identification (RFID) tags [20] as well as one-off / small batch production of circuits, like the investigation aimed at fabricating high-frequency radio frequency (RF) circuits carried out at the University of Twente in the Netherlands in collaboration with Thales Nederland B.V. and Astron (both from the Netherlands), is a testament to the broad domain of inkjet printing. An outcome of this research is an inkjet printed-electroless plated S-band filter fabricated on a printed circuit board (PCB) material, shown in figure 3 [18]. Instead of using the conventional lithography-based process chain, it was shown in this paper that it is possible to use inkjet printing to fabricate such circuit structures. The performance of the abovementioned filter was found to be comparable to that of the filter fabricated using the conventional process chain.
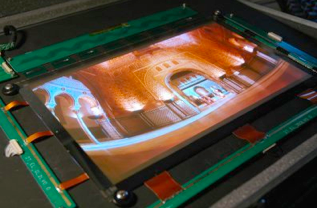
Figure 2: Inkjet printed 14-inch OLED display, by Cambridge Display Technology, U.K. [15]
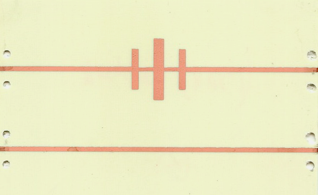
Figure 3: Inkjet printed-electroless plated S-band filter (top) and a radio frequency transmission line (bottom) on a PCB material [18].
Inkjet printing has also found application in the fabrication of microelectromechanical systems (MEMS). Using multiple inkjet printheads mounted on a computer-controlled 3-axis gantry, inductive coils, linear and rotary electrostatic-drive motors, in-plane and vertical electrothermal actuators etc. were fabricated and reported in [21]. Although this work was done at the Massachusetts Institute of Technology (MIT) in U.S.A, similar research is being carried out in Europe as well [22]. This application of inkjet printing has the potential to revolutionise the fabrication of micro-devices.
According to [1], parametric solid modelling tools are being used more and more in the construction arena, with RM beginning to influence the design process. Digital fabrication is enabling the construction of buildings with freeform surfaces and structures that cannot be built by any other method in use today. A workshop titled ‘Freeform Construction’ was held at Loughborough University, U.K., in 2005, during which new ideas aimed at generating new construction applications for RM were discussed.
With the development of new materials that are suited for RM, it is expected that the construction industry may lap up RM and its associated technologies in the near future. Already, Z Corporation’s 3D printing process uses powdered gypsum as the build material. Developments like this will give a boost to creativity and innovation in this industry.
A brand new Italian way of the application of RM/RP technologies concerns the concept of “Conservazione Beni Culturali” [1] . This term encompasses entire domain of activities in architecture, art and archaeology, set up for evaluation, observation, study and preservation of the Italian historical heritage. RM/RP techniques such as 3D optical scanning and 3D printing have become very important tools in order to acquire data and to reproduce scale models of historical items.
Important contributions to this new trend have been made by Dr. G. Verdiani, research fellow and professor of architectural design at the University of Florence, and his research team. They have used Acrylonitrile Butadiene Styrene (ABS) to reproduce high-fidelity models of Florentine architectural monuments, such as 60 cm x 40 cm x 40 cm models of the naves intersection of Santo Spirito Church, the Santo Spirito Dome, and the Loggia del Mercato Nuovo. The scale models have been provided with surface reliefs in order to let their shapes be explored and recognised by blind people by touch. In this way, the cooperation between Dr. Verdiani’s team and UIC (Unione Italiana Ciechi [2] ) has brought a significant social value to this activity. Dr. Verdiani’s team has recently started to apply 3D scanning and laser printing to reproduce sculptural works as well [23].
In the field of archaeology, a true 1:1 scale clone of the anthropological find Similaun Mummy (Oetzi) was reproduced with laser sintering, avoiding damages due to the oxidation of the original find, so as to let its exposition possible in different museums.
RM/RP technologies have entered the fashion industry as well. Polimoda, based in Florence, Italy, has recently introduced a new methodology called Wearable Rapid Prototyping, in order to:
-
Simplify sampling processes
-
Build-up an archive of the garment models
-
Increase the precision in fitting procedures
-
Decrease costs and remnants
A project titled ‘Rapid Manufactured Textiles and Smart Textures’ at Loughborough University, U.K., investigated the potential for micro-level design and manufacture in the context of RM and to initiate research into automated knowledge-based generation of design optimised textures and textiles producible via RM. A laser sintered apparel was produced during the course of this project. This work may lead to seamless garments that can be manufactured fully assembled with variable weave directions using an RM facility, representing an entirely new method of textile manufacture [24].
The applicability of RM to fabricate medical parts has been researched and published in [25]. This doctoral research, carried out at Catholic University Leuven, Belgium, highlighted the potential of SLM, by the development of two advanced applications: dental frameworks for complex prostheses and bone scaffolds for tissue engineering. Methods were also developed for the design and production of polymer/metal bone scaffolds by SLS/SLM. In this research, the SLM process was optimised for two bio-compatible metal alloys: cobalt-chromium-molybdenum (Co-Cr-Mo) and titanium-aluminium-vanadium (Ti-6Al-4V).
A similar research initiative like the one above is the one supported by the Thematic Network on Biomanufaturing, carried out at the Centre for Rapid and Sustainable Product Development, Polytechnic Institute of Leiria in Portugal. A technical paper from this centre presented at the International Conference on Competitive Manufacturing in February 2010 at Stellenbosch in South Africa. This paper described in detail, the set of rapid technologies that make up what is known as ‘Additive Biomanufacturing’. It was mentioned that these technologies offer a high degree of freedom for tissue engineering, and that the fabrication of scaffolds for complex biomechanical applications can be enhanced by using them [26].
The project RApid MAnufacturing of Titanium Implants (RAMATI) under the Sixth European Union Framework Programme for Research and Technological Development (FP6) was initiated in 2004, with an aim to contribute towards making laser freeform manufacturing a reality in prosthesis production. To be more precise, it aimed at developing Laser Powder Deposition as a technique for rapid fabrication of customised titanium implants and prosthesis for dental and orthopaedic reconstruction application. The project concluded in 2007, by establishing procedures for rapid manufacturing of titanium alloy-based dental prosthesis and implants. In addition to that, new deposition and feeding concepts for the metal/alloy powder were developed [27].
Projects like the ones mentioned above could well lead to significant developments in the realm of RM of medical parts. However, it should be borne in mind that this field is particularly demanding, as the components have to be designed and produced to the highest standards [25].
This paper has dealt with many (potential) applications of RM and its associated technologies. However, the list is by no means comprehensive. A number of applications have consciously been left out to put a cap on the length of this paper. In the opinion of the authors, RM technologies have the potential to be applied to any field, as they are freeform manufacturing methods. Advances in material development, leading to better characteristics and functionality of the products manufactured by RM, could well be the key that determines the degree of success it will enjoy in the future, both as a stand-alone manufacturing process and as a complementary/stand-by manufacturing process. If such advances are made, it would not be entirely surprising if RM becomes the buzzword in the manufacturing industry in the not-too-distant future.
[1] Buswell R A, Soar R C, Gibb A G F & Thorpe A: Freeform Construction: mega-scale rapid manufacturing for construction, Automation in Construction, 16 (2007), 224-231.
[2] http://www.me.psu.edu/lamancusa/rapidpro/primer/chapter2.htm (accessed: 14.02.2010).
[3] McMath I: Getting real - novel materials and advanced processing techniques are transforming rapid prototyping into rapid manufacturing, Engineering and Technology, 1 (2006), 40-43.
[4] http://www.csa.com/discoveryguides/rapidman/overview.php (accessed: 14.02.2010).
[5] Attanasio D C, Hopkinson N, Kehrberger R, Sridhar A & Witt G: Application and modelling of hybrid stereolithography injection mould tooling, Virtual and Physical Prototyping, 1 (2006), 197-206.
[6] Maji P K, Banerjee P S & Sinha A: Application of rapid prototyping and rapid tooling for development of patient-specific craniofacial implant: an investigative study, International Journal of Advanced Manufacturing Technology, 36 (2008), 510-515.
[7] http://www.vdi.de/vdi/presse/mitteilungen (in German, accessed: 14.02.2010).
[8] www.rm-platform.com (accessed: 14.02.2010).
[9] http://www.ae-plus.com/Key%20topics/kt-rapidprotyping-news1.htm (accessed: 14.02.2010).
[10] http://www.materialise.com/materialise/view/en/1486005-Materialise+contributes+to+Pininfarina+Sintesi+concept+car+at+the+Geneva+Motor+Show.html (accessed: 14.02.2010).
[11] http://www.tno.nl/downloads/TNO_RM_Automotive.pdf (accessed: 14.02.2010).
[12] Tuck C J, Hague R J M, Ruffo M, Ransley M & Adams P: Rapid manufacturing facilitated customization, Integrated Journal of Computer Integrated Manufacturing, 21 (2008), 245-248.
[13] Rochus P, Plesseria J-Y, Van Elsen M, Kruth J-P, Carrus R & Dormal T: New applications of rapid prototyping and rapid manufacturing (RP/RM) technologies for space instrumentation, Acta Astronautica, 61 (2007), 352-359.
[14] http://home.att.net/~castleisland/rm_35.htm (accessed: 14.02.2010).
[15] http://www.cdtltd.co.uk/resources/279.asp (accessed: 14.02.2010).
[16] Yoshioka Y, Calvert P D & Jabbour G E: Simple modification of sheet resistivity of conducting polymeric anodes via combinatorial ink-jet printing techniques, Macromolecular Rapid Communication, 26 (2005), 238-246.
[17] Van Osch T H J, Perelaer J, De Laat A W M & Schubert U S: Inkjet printing of narrow conductive tracks on untreated polymeric substrates, Advanced Materials, 20 (2008), 343-345.
[18] Sridhar A, Reiding J, Adelaar H, Achterhoek F A, Van Dijk D J & Akkerman R: Inkjet-printing- and electroless-plating-based fabrication of RF circuit structures on high-frequency substrates, Journal of Micromechanics and Microengineering, 19 (2009), doi: 10.1088/0960-1317/19/8/085020.
[19] Klink G: Reel-to-reel manufacturing of polymer electronics for low-cost applications, Proceedings of the Flexible Displays and Electronics Conference, 26-28 April 2004.
[20] Yang L, Rida A, Vyas R & Tentzeris M M: RFID tag and RF structures on a paper substrate using inkjet-printing technology, IEEE Transactions On Microwave Theory and Techniques, 55 (2007), 2894-2901.
[21] Fuller S B, Wilhelm E J & Jacobson J M: Ink-jet printed nanoparticle microelectromechanical Systems, Journal of Microelectromechanical Systems, 11 (2002), 54-60.
[22] Fakhfouri V, Cantale N, Mermoud G, Kim J Y, Boiko D, Charbon E, Martinoli A & Brugger J: Inkjet printing of SU-8 for polymer-based MEMS - a case study for microlenses, Proceedings of the 21st IEEE International Conference on Micro Electro Mechanical Systems, Arizona, U.S.A; 13-17 January 2008, 407-410.
[23] Verdiani G: University of Florence, personal communication.
[24] http://www.lboro.ac.uk/departments/mm/research/rapid-manufacturing/projects/reports/rm_textiles.pdf (accessed: 14.02.2010).
[25] Vandenbroucke B: Selective laser melting of biocompatible metals for rapid manufacturing of medical parts, Ph D Thesis, Catholic University Leuven, Belgium, 2008.
[26] Bartolo P J: Biomanufacturing processes for tissue engineering, International Conference on Competitive Manufacturing, 3-5 February 2010, 89-105.
[27] http://www.ramati.eu/uploads/media/Ramati-final-publishable-report-V5.pdf (accessed: 14.02.2010).
Ashok Sridhar
University of Twente
Production Technology Group
Faculty of Engineering Technology
P.O. Box 217,
7500AE Enschede
Netherlands
Email:
A.Sridhar@ctw.utwente.nl
Daniel C. Attanasio
University of Duisburg-Essen
Dep. of Manufacturing Engineering
Lotharstr. 1
47057 Duisburg
Germany
Email:
daniel.attanasio@daimler.com
Alberto Nannini
NB Engineering Consulting,
51019 Bonte Buggianese
Pistoia
Italy
Email:
nanniberto@gmail.com