Auswirkung des anisotropen Gefüges strahlgeschmolzener Bauteile auf mechanische Eigenschaftswerte
© 2009 Dipl.-Ing. Jan T. Sehrt; Lizenznehmer RTejournal, weitere Informationen sind zu finden unter: http://www.dipp.nrw.de/service/dppl/
urn:nbn:de:0009-2-21528
Zusammenfassung
Die Strahlschmelztechnologie entwickelt sich in vielen Anwendungsbereichen zu einer echten Alternative zu den konventionellen Fertigungsverfahren. Dieser Trend wird gerade durch die Verarbeitung von serienidentischen, einkomponentigen Pulvern zur Herstellung metallischer Bauteile verstärkt, wodurch sich wiederum neue Entwicklungs- und Einsatzpotentiale ergeben. Allerdings weisen die Strahlschmelzbauteile keine vollkommen übereinstimmenden Werkstoffkennwerte im Vergleich zu herkömmlich hergestellten Bauteilen auf, wodurch die Akzeptanz durch Industrie und Forschung eingeschränkt wird. Eine exakte Beschreibung (Nachweis) der Materialeigenschaften von strahlgeschmolzenen Bauteilen wird in dem Maße wichtiger, mit dem diese Verfahren zur Fertigung von Endprodukten herangezogen werden. Weiterhin spielt die Anisotropie des Gefüges strahlgeschmolzener Bauteile eine große Rolle. Aus diesem Grund wurden im RTC Duisburg umfangreiche Festigkeitsuntersuchungen (statisch und dynamisch) in Abhängigkeit von der Baulage, des Oberflächenzustandes und verschiedener Belichtungsstrategien durchgeführt. In diesem Vortrag werden ausgewählte Ergebnisse zu den Untersuchungen vorgestellt.
Abstract
In many areas of application the DMLS-technology emerges as an alternative solution compared to conventional manufacturing methods. This favorable trend of making metal parts is reinforced by the use of one-component powder materials identical to series materials. This again results in new development and application potentials. However the DMLS-parts do not show consistent material properties in comparison to conventionally made parts. This also leads to limited acceptance by industry and research. An exact description (proof) of material properties of DMLS-parts becomes more and more important by the fact that these technologies are used for producing end-products and with it the anisotropic structure of DMLS-parts plays a significant role. For this reason extensive strength analysis (static and dynamic) were carried out by the RTC-Duisburg depending on manufacturing position and orientation, surface finish and different exposure strategies. In this talk well-chosen results of our investigation are presented.
Generative Fertigungsverfahren bieten die Möglichkeit, 3D-Geometrien mit hoher Komplexität durch das schichtweise Aneinanderfügen von formlosem Ausgangsmaterial auf Basis eines digitalen 3D-Modells herzustellen. Hiermit leisten sie einen wesentlichen Beitrag für die Entwicklung individueller, innovativer und technologisch anspruchsvoller Produkte. Auch die Weiterentwicklung der ‘Strahlschmelztechnologie‘ [1] zur generativen Herstellung metallischer Bauteile hat sich in den letzten Jahren in vielen Anwendungsbereichen zu einer Alternative zu den konventionellen Fertigungsverfahren entwickelt. Dieser positive Trend wird zusätzlich durch die Verarbeitung von serienidentischen, einkomponentigen Pulvern zur Herstellung von Endprodukten (Rapid Manufacturing) [1] verstärkt. Bereits bei der Konstruktion von Serienbauteilen, die durch Strahlschmelzen hergestellt werden sollen, ist es wichtig, die Möglichkeiten, Grenzen und Eigenheiten dieser Technologie zu berücksichtigen und die CAD-Modelle für eine effektive Umsetzung entsprechend zu modellieren. So weisen z. B. die strahlgeschmolzenen Bauteile keine vollkommen übereinstimmenden Werkstoffkennwerte im Vergleich zu herkömmlich hergestellten Bauteilen auf. Eine exakte Beschreibung (Nachweis) der Materialeigenschaften von strahlgeschmolzenen Bauteilen wird umso wichtiger, je mehr diese Verfahren zur Fertigung von Endprodukten herangezogen werden.
Aus diesem Grund werden im RTC Duisburg verschiedene Festigkeitsuntersuchungen (statisch und dynamisch) in Abhängigkeit von der Orientierung im Bauraum, des Oberflächenzustandes und verschiedener Belichtungsstrategien durchgeführt.
In der Literatur sind bereits einige Angaben zu den anisotropen Festigkeitskennwerten von strahlgeschmolzenen Bauteilen gemacht worden. Bei den Festigkeitsuntersuchungen von C. Haberland 0 mit dem Werkstoff 316L (1.4404) ergab sich eine Abnahme der Zugfestigkeit von ca. 68 % in vertikaler Richtung bezogen auf die Festigkeit in horizontaler Richtung und eine Abnahme der Bruchdehnung in vertikaler Richtung um ca. 84 %. Diese Ergebnisse stehen im Wiederspruch zu den Angaben der Fa. FIT Fruth Innovative Technologien GmbH für den Werkstoff SS 17-4 0, heutige Bezeichnung GP 1 und mittlerweile auch zu den Herstellerangaben der Fa. EOS GmbH für den Werkstoff GP 1 0, bei denen die Festigkeit nur um ca. 7 % in vertikaler Richtung abnimmt (Rmhorizontal = 1050 MPa und Rmvertikal 980 MPa). Eine Angabe zu der Abnahme der Bruchdehnung in vertikaler Richtung bleibt hier aus. Die bisher umfangreichsten Untersuchungen zu den richtungsabhängigen Materialeigenschaften wurden von O. Rehme und C. Emmelmann in 0 vorgestellt. Es wurden 145 Zugproben normal zu der Oberfläche einer Halbkugel aus dem Werkstoff 1.4404 aufgebaut, spanend nachbearbeitet und gezogen. Die Ergebnisse zeigen hier eine Abnahme der Zugfestigkeit um 12,6 %, wobei ein Maximum bei 15° und ein Minimum bei 75° zur XY-Ebene des Bauraumes vorliegen. Bei diesen Orientierungen verringern sich ebenfalls die Werte der Bruchdehnung um ca. 63 %. Die große Streuung der Einzelwerte in der Untersuchung ist darauf zurückzuführen, dass jede Probenorientierung nur einmal aufgebaut wurde.
Die bisherigen Festigkeitsuntersuchungen betrachten überwiegend nur spanend nachbearbeitete Proben, um die Ergebnisse zum einen mit konventionellen Verfahren vergleichen zu können und zum anderen, um den Einfluss der relativ rauen Oberfläche (Kerbwirkung) der strahlgeschmolzenen Bauteile auszuschließen. In der Praxis werden jedoch nicht alle Bauteile nachbearbeitet. Dies kann wirtschaftliche Gründe haben oder es besteht keine Notwendigkeit der Nachbearbeitung der Oberfläche (nicht sichtbare Flächen) oder nachzubearbeitende Flächen sind mit Werkzeugen nicht zugänglich. Um gerade solche Bauteile hinsichtlich ihrer Festigkeiten beurteilen und konstruktiv auslegen zu können, sind ebenfalls Festigkeitswerte des rohen und unbehandelten Materials erforderlich. Die im RTC Duisburg durchgeführten Festigkeitsuntersuchungen dienen dazu, das Phänomen der anisotropen Materialeigenschaften (am Beispiel des Edelstahls GP 1 und des Anlagensystems EOSINT M 270 der Fa. EOS GmbH) bei strahlgeschmolzenen Bauteilen detailliert und statistisch abgesichert zu beschreiben. Neben den Auswirkungen der Orientierung der Proben im Bauraum auf die Festigkeit, werden zusätzlich die Auswirkungen verschiedener Belichtungsstrategien und Oberflächenzustände auf die Festigkeit untersucht.
Um die Untersuchung mit möglichst vielen Zugproben wirtschaftlich zu gestalten, wird aus der DIN 50125 die Form B, eine Rundprobe mit Gewindeköpfen, einem Probendurchmesser von 5 mm und einer Anfangsmesslänge von 25 mm ausgewählt. Aufgrund der Tatsache, dass zusätzlich zu den richtungsabhängigen Untersuchungen auch verschiedene Belichtungsstrategien und Oberflächenzustände der Proben untersucht werden, wird die Anzahl der verschiedenen Orientierungen möglichst gering gehalten, ohne das Ergebnis einzugrenzen. Durch Vorüberlegungen wird die Auswahl der möglichen Orientierungen auf einen Oktanten des Koordinatensystems beschränkt und normal zu der Oberfläche einer Achtelkugel angeordnet. Zusätzlich wird für die Abstufung der Winkel zwischen den meisten Proben ein Winkel von 22,5° festgelegt, so dass sich folgende Anordnung ergibt (Abbildung 1).
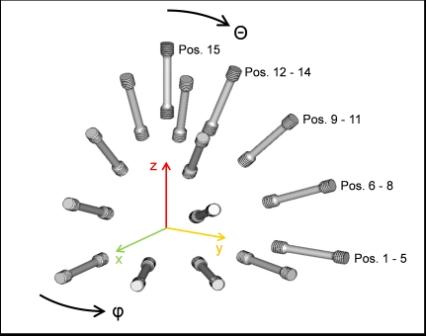
Abbildung 1: Räumliche Orientierung der Zugproben pro Gruppe
Insgesamt stehen somit 15 Proben unterschiedlicher Orientierung pro Gruppe zur Verfügung. Zur Überprüfung eines richtungsabhängigen Einflusses verschiedener Belichtungsstrategien für den Hatch auf die Materialeigenschaften, wird die o. g. Gruppe jeweils mit xy-Belichtung und mit rotierter Belichtung aufgebaut. Zur weiteren Untersuchung des richtungsabhängigen Einflusses des Oberflächenzustandes auf die Festigkeiten, werden die Proben sowohl endkonturnah aufgebaut als auch aus aufgebauten Vollzylindern mit einer Oberfläche Rz = 6,3 µm gedreht. Zur statistischen Absicherung und zur Überprüfung der Prozessstabilität werden alle 4 Gruppen jeweils 3-mal in unterschiedlichen Bauprozessen aufgebaut. Somit stehen insgesamt 180 Zugproben für die Untersuchung zur Verfügung.
Die Auswertung der Ergebnisse der einzelnen Gruppen, die sich durch die Nachbearbeitung und unterschiedliche Belichtungen unterscheiden, erfolgt in Abhängigkeit vom Polarwinkel θ und vom Azimutwinkel ϕ. Bei der Untersuchung der Abhängigkeit vom Polarwinkel θ werden alle Proben pro Gruppe herangezogen. Bei der Prüfung der Abhängigkeit vom Azimutwinkel ϕ werden nur die Proben mit ϕ = 0°-90° bei θ = 67,5° und θ = 90° miteinander verglichen, da die Proben mit θ = 0°-45° sich nur geringfügig in der Belichtungsfläche unterscheiden und somit nur einen geringen Einfluss auf das Ergebnis haben.
Die Zugefestigkeit unterliegt einer starken Richtungsabhängigkeit vom Polarwinkel θ (siehe Abbildung 2). Wie zu erwarten, ist die Zugfestigkeit bei allen Proben in ihren jeweiligen Gruppen bei θ = 90° (parallel zur xy-Ebene) am größten und nimmt stetig mit fallendem Polarwinkel bis zu einem Minimum bei θ = 0° ab. Durchschnittlich liegen die Werte bei θ = 0° um 7,9 % unter den Werten im Vergleich zu θ = 90° und sind somit nur ca. 1 % höher als die Herstellerangaben 0 für den gleichen Werkstoff. Allerdings liegen die Werte der nachbearbeiteten Proben mit xy-Belichtung mit 980 N/mm2 in horizontaler Richtung noch ca. 6,5 % unterhalb der Werte aus dem Materialdatenblatt des Herstellers für den gleichen Werkstoff 0.
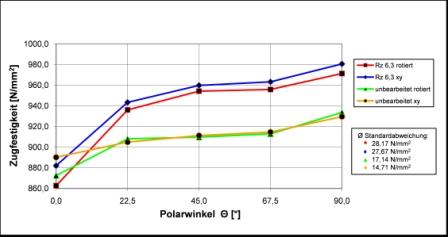
Abbildung 2: Zugfestigkeitswerte in Abhängigkeit vom Polarwinkel θ
Weiterhin liegen die Zugfestigkeitswerte der nachbearbeiten Proben mit guter Oberflächenqualität im Durchschnitt um ca. 5 % über den Werten der unbearbeiteten Proben. Eine Ausnahme bilden hier lediglich die aufrecht gebauten Proben mit θ = 0°. Hier liegen die Werte der unbearbeiteten Proben bei jeweils gleicher Belichtungsstrategie um ca. 1 % über den Werten der nachbearbeiteten Proben. Die allgemeine Standardabweichung der Zugfestigkeitswerte liegt jedoch im ähnlichen Bereich, so dass auf diese Werte nicht näher eingegangen wird. Weiterhin fällt auf, dass die Werte der Proben beider Belichtungsstrategien im Rz 6,3-Zustand zwischen θ = 90° und θ = 22,5° nur um ca. 4 % sinken und anschließend um weitere ca. 6,5 % bei θ = 0°. Eine vergleichbare, jedoch flachere Tendenz weisen die unbearbeiteten Proben mit rotiertem Hatch auf. Die Werte für die xy-Belichtung liegen im Vergleich zu der rotierten Belichtung bei den nachbearbeiteten Proben im Durchschnitt um 1,1 % höher. Bei den unbearbeiteten Proben gibt es keine Vorzugsbelichtung auf die Festigkeitswerte.
Eine noch deutlichere Abhängigkeit vom Polarwinkel θ ist bei der Betrachtung der Graphen für die Bruchdehnung in Abbildung 3 erkennbar.
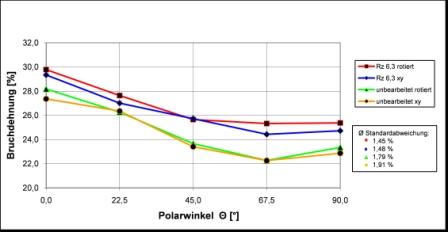
Abbildung 3: Bruchdehnungswerte in Abhängigkeit vom Polarwinkel θ
Insgesamt liegt hier der Trend einer abfallenden Bruchdehnung mit steigendem Polarwinkel θ vor. Bei den nachbearbeiteten Zugproben fällt die Bruchdehnung um ca. 15,3 % von durchschnittlich 29,6 % bei θ = 0° auf ca. 25 % bei θ = 90° ab. Die Werte der unbehandelten Proben fallen um durchschnittlich 16,8 % und liegen 5 – 12 % unterhalb der Werte der nachbehandelten Proben. Bei θ = 67,5° ist bei allen Proben ein lokales Minimum auszumachen, das besonders deutlich bei den unbearbeiteten Proben hervortritt. Es ist keine eindeutige Entwicklung in eine bestimmte Richtung bei einem Vergleich der Bruchdehnungen, bezogen auf die Belichtungsstrategie, ersichtlich.
Der Vergleich der Zugfestigkeiten in Abhängigkeit vom Azimutwinkel ϕ zeigt keine so deutliche Tendenz wie beim Polarwinklel θ (siehe Abbildung 4). Ein etwas gleichmäßigerer Verlauf liegt jedoch bei den Proben mit rotierter Belichtung vor.
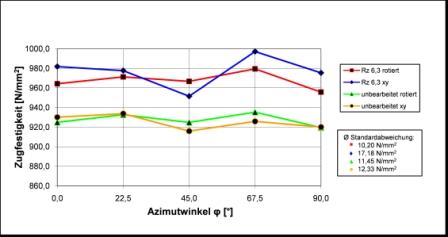
Abbildung 4: Zugfestigkeitswerte in Abhängigkeit vom Azimutwinkel ϕ
Die Werte für die beiden Belichtungsstrategien weichen hier nur um max. 2 % voneinander ab. Bei den nachbearbeiteten Proben schwanken die Werte der xy-Belichtung um bis zu 4,6 %. Die rotierte Belichtung weist einen wesentlich homogeneren Verlauf auf. Wie auch bei den Abhängigkeiten vom Polarwinkel θ liegen beim Azimutwinkel ϕ die Festigkeitswerte der nachbearbeiteten Proben um ca. 4 – 5 % über den Werten der unbehandelten Proben. Vor allem bei den unbearbeiteten Proben mit xy- und rotierter Belichtung und leicht angedeutet auch bei den Proben mit Rz = 6,3 und rotierter Belichtung sind jeweils kleine lokale Maxima der Festigkeitswerte bei ϕ = 22,5° und ϕ = 67,5° zu erkennen.
In Abbildung 5 sind die Bruchdehnungswerte in Relation zum Azimutwinkel ϕ dargestellt. Bei der Betrachtung der Werte kann keine wesentliche Abhängigkeit von der Orientierung festgestellt werden.
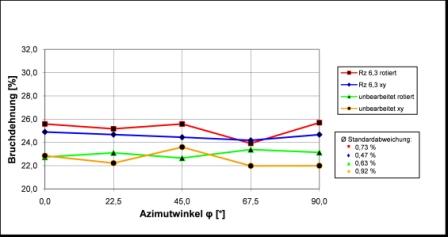
Abbildung 5: Bruchdehnungswerte in Abhängigkeit vom Azimutwinkel ϕ
Die Werte der Bruchdehnung für die nachbearbeiteten Zugproben liegen ca. 10 % höher als die Werte der unbearbeiteten Proben. Die Schwankungen der Werte für die xy-Belichtung im Rz 6,3-Zustand fallen geringer aus als die der rotierten Belichtung, jedoch kehrt sich dieses Verhältnis für den unbehandelten Oberflächenzustand genau um.
Die abweichenden Materialeigenschaften im Vergleich zu herkömmlichen Fertigungsverfahren sind auf den schichtweisen Aufbau des Gefüges der strahlgeschmolzenen Bauteile zurückzuführen. Dabei spielt die Abhängigkeit der Festigkeit und die Abhängigkeit der Bruchdehnung vom Polarwinkel die größte Rolle. Bei θ = 90° verlaufen die Schichten parallel zur Belastungsrichtung und bei θ = 0° senkrecht dazu. Zusätzlich kann die Richtungsabhängigkeit mit der steigenden Anzahl der Schichten mit fallendem Polarwinkel θ erklärt werden. Hier ist aufgrund der höheren Anzahl der Schichten die Wahrscheinlichkeit für einen fehlerhaften Pulverauftrag oder fehlerhaft verschmolzene Schichten am größten. Dennoch unterscheiden sich hier die Festigkeitswerte nur um ca. 8 %. Bei der Variation des Azimutwinkels ϕ ist bei allen Kennwerten keine große Abhängigkeit erkennbar. Insgesamt werden mit der rotierten Belichtung gleichmäßigere Festigkeitswerte erzielt. Dies ist darauf zurückzuführen, dass sich die Belichtungsrichtungen nur alle 180 Schichten gleichen bedingt durch die jeweilige 67°-Drehung der rotierten Belichtung von Schicht zu Schicht. Weiterhin werden die Festigkeitswerte durch die fertigungsbedingte Oberfläche von strahlgeschmolzenen Bauteilen in einem kalkulierbaren Rahmen gesenkt.
Da sich die Materialeigenschaften bei einer Drehung um die z-Achse nur unwesentlich ändern, könnte die Beschreibung der Materialeigenschaften von einer 3D-anisotropen Betrachtung auf eine 2D-anisotrope Betrachtung reduziert werden.
Die hier untersuchten Festigkeitseigenschaften in den unterschiedlichen Abhängigkeiten können zu einer Steigerung der Akzeptanz der Strahlschmelztechnologie durch Industrie und Forschung beitragen. Zwar sind exakte Werte material- und anlagenspezifisch, jedoch können grundsätzliche Gesetzmäßigkeiten übertragen werden. Denkbar wäre z. B., dass man ein graduelles Materialeigenschaftsbild mit diesen Untersuchungen in die Vorgaben für FEM-Berechnungsprogramme einfließen lässt, um strahlgeschmolzene Bauteile bereits in der Konstruktionsphase besser auslegen zu können. Allgemein können sich dadurch Auslegungsrichtlinien für diese Bauteile ableiten. Zu einer noch genaueren Angabe von Werten zu den jeweiligen Winkeln im Bauraum, könnte eine feinere Abstufung der jeweiligen Winkel beisteuern. Je nach Anwendungsfall der Bauteile, sollten auch die Ergebnisse aus Dauerfestigkeitsuntersuchungen mit in die Auslegung der Bauteile fließen, um die Vorteile dieser Technologie optimal auszunutzen.
[1] VDI-Richtlinienentwurf 3404: Generative Fertigungsverfahren - Rapid Technologien (Rapid Prototyping) - Grundlagen, Begriffe, Qualitätskenngrößen, Liefervereinbarungen, Beuth Verlag, 2007
[2]Haberland, C.: Fundamental Studies on the influence of process parameters on the properties of metallic SLM-parts, Vortrag – 2nd SLM user group meeting, Paderborn, 2007
[3]N.N.: DMLS-Bauteile Edelstahl (1.4543), FIT Fruth Innovative Technologien GmbH, [Online] URL: http://www.pro-fit.de, (Stand: 02/2008)
[4]Materialdatenblatt: EOS StainlessSteel GP1 für EOSINT M 270; EOS GmbH – Electro Optical Systems, Krailling, 2008
[5]Rehme, O.; Emmelmann, C.: Rapid Manufacturing of Lattice Structures with Selective Laser Melting, Proceedings of SPIE Photonics West, LASE 2006 Symposium, LBMP-III conference, San Jose, California, USA, 01/2006
Dipl.-Ing.Jan T. Sert
Universität Duisburg-Essen
Lehrstuhl Fertigungstechnik
Lotharstraße 1
D-47057 Duisburg
Tel.: +49 (0)203 379 1570
Fax.: +49 (0)203 379 1530
Email: jan.sehrt@uni-due.de
WEB:
www.uni-due.de/fertigungstechnik
Prof. Dr.-Ing. habil. Gerd Witt
Universität Duisburg-Essen
Lehrstuhl Fertigungstechnik
Lotharstraße 1
D-47057 Duisburg
Tel.: +49 (0)203 379 3360
Fax.:+49 (0)203 379 1530
Email:
gerd.witt@uni-due.de
WEB:
www.uni-due.de/fertigungstechnik