Rapid tooling in Symbiose mit Normalien
© 2007 Manfred Hauser; Lizenznehmer RTejournal, weitere Informationen sind zu finden unter: http://www.dipp.nrw.de/service/dppl/
urn:nbn:de:0009-2-10992
Die Aktualität der Konsumgüter ist vergänglich; und so sind es die Produktionszyklen der darin verbauten Teile. (Abb. 1)
Abb. 1 Von der Idee zum Produkt
Der Termin- und Kostendruck lastet besonders stark auf der Kunststoffindustrie. Weil in vielen Branchen „time to market“ das entscheidende Argument ist, muss der Formen- und Werkzeugbau schnell reagieren oder besser noch agieren. Kostengünstige Werkzeuge aus nah und fernen Industrie- und Schwellenländern überschwemmen den Markt. Vorteile, die sich aus der Standortnähe ergeben, reichen nicht aus. Zum Teil liegen Werkzeugofferten nur wenig über den Einkaufspreisen, mit denen der hier ansässige Formenbauer kalkulieren muss.
Dennoch, es bestehen auch weiterhin für den gut gerüsteten und ausgebildeten Formenbau Chancen, sich durch moderne Technologien abzusetzen und sich im weltweiten Mitbewerb Vorteile zu verschaffen. Es gibt im herkömmlichen Spritzgießwerkzeugbau immer noch ungenutzte Potenziale und Möglichkeiten vorne mit dabei zu sein.
Werden Kunststoffteile in Kleinserien hergestellt, kommen so genannte Hilfswerkzeuge in Betracht. Wegen meist geringen Stückzahlen kann zwar auf vergütete Edelstähle verzichtet, anfallende Kosten gesenkt und Bearbeitungszeiten verkürzt werden. Jedoch auch Kunstharze, Aluminium und sonstige NE- Metalle verlangen nach spanabhebenden Arbeitsschritten mit fast demselben Konstruktionsaufwand. Dank HSC, EDM und Lasertechnik (SLA) kann vielen Ansprüchen und Techniktrends schneller als früher entsprochen werden. Der anhaltende Wunsch nach einer werk-zeuglosen Teilefertigung, dem so genannten Rapid Manufactoring ist nachvollziehbar. Das Verlangen nach Fertigteilen „direkt vom PC“ ist deshalb verständlich.
Die Entscheidung, welches der RPT- Verfahren das Richtige ist, hängt allein von der Artikel- und Bauraumgröße und von den Zielvorgaben ab. Mit steigender Stückzahl und Qualität werden bestimmte RPT- Verfahren unwirtschaftlich, dafür gewinnen andere an Bedeutung. Mit der Darstellung von Solids auf dem CAD- Bildschirm ist eine Generierung virtueller Modelle und abscannbarer Muster gegeben. Gesicherte Aussagen über Prozessfähigkeit, Form- und Maßhaltigkeit, Oberflächen und Farbe eines Artikels aus Kunststoff sind erst nach Durchlaufen seriennaher Fertigungsbedingungen möglich.
Dieser Umstand bedingt adaptive und modular aufgebaute Werkzeugkonzepte.
Vorhandene 3D- Datensätze können zum Drehen, Fräsen (HSC), Erodieren, Wasserstrahlschneiden, Schleifen usw. in CNC-Bearbeitungsmaschinen direkt eingelesen und in mehreren Arbeitsschritten abgearbeitet werden.
 STL- Daten, extrahiert aus 3D- Werkzeugkonstruktionen, sind auf Schmelz- und Sinterverfahren der Lasertechnik anwendbar. Damit lassen sich, auf unkonventionelle Art, formgebende Werkzeugpartien erzeugen. Beide Strategien sind zunehmend von Bedeutung für die Rapid tooling Verfahren.
STL- Daten, extrahiert aus 3D- Werkzeugkonstruktionen, sind auf Schmelz- und Sinterverfahren der Lasertechnik anwendbar. Damit lassen sich, auf unkonventionelle Art, formgebende Werkzeugpartien erzeugen. Beide Strategien sind zunehmend von Bedeutung für die Rapid tooling Verfahren.
Sie unterscheiden sich auf gegensätzliche Weise: Während im einen Fall das Abtragen von Material zur fertigen Kontur führt, entstehen mit der anderen Methode Werkstücke „aus dem Nichts“. Durch lasergesteuert schichtweisen Aufbau von erschmolzenem Pulverstahl oder liquiden lichtaushärtenden Formstoffen nimmt ein Formeinsatz oder ein Musterartikel Gestalt an. Hinzu kommen bei formgebenden Werkzeugpartien Metallverbunde, die zum erhöhten Verschleißschutz aus Hartschichten mit wenigen µm bestehen oder als Sandwich, Stahl mit Kupfer kombiniert, für eine verbesserte Wärmeführung sorgen.
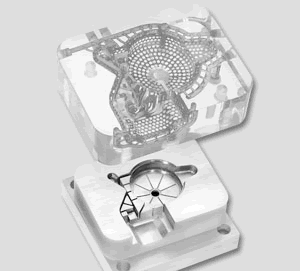
Abb2.: Lasergenerierte, komplexe Formpartie (© Concept- Laser GmbH)
Um die Bauzeit generativ herzustellender Formeinsätze zu verkürzen, ist es üblich Konturschichten auf sogenannten „Base plates“ (Abb. 2) aufzubauen.
Der Formenbau bevorzugt dazu Platten mit genormten Abmessungen, die in Normaliensortimenten angeboten werden und deshalb ständig verfügbar sind.
Komplexe äußere Geometrien, kombiniert mit filigranen und konturnahen Temperierkanalverläufen, eröffnen neue Wege im Spritzgießwerkzeugbau. Ein Überblick, hinsichtlich Wirtschaftlichkeit, Qualität und Prozessfähigkeit soll verdeutlichen, welche Normalien im Vorserien- und im RPT- Bereich vorteilhaft nutzbar sind. (Abb. 3a und 3b)

Abb. 3a: KR/… Einsatz-Baukastensystem
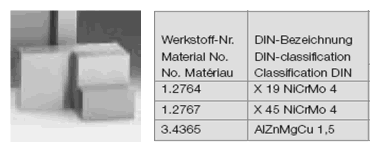
Abb. 3b: PR/…Abmessungen nach HASCO-Norm, einpassbar in KR
Abb. 3a und 3b: KR – Platten sind aus 1.2312 . Härten ist nicht erforderlich. Die Einsatzaufnahmen in H7 feinbearbeitet. PR – Platten durch systematische Abstufung beliebig kombinierbar, als Basisplatten für Laserkonturen geeignet
Mit dem Einsatz- Baukastensystem KR / PR hat der Formenbau, auch im Rapid tooling Bereich die Möglichkeit, variabel auf die Belange des Vorserienwerkzeugbaus
zu reagieren. Maßlich sind die Bauteile auf HASCO- Normalien abgestimmt und kompatibel. Sie eignen sich für die Serie und für eine alternative Wiederverwendung.
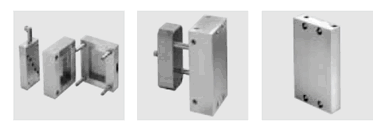
Abb. 4: K 3500/… Wechselwerkzeug-System
Das standardisierte Wechselrahmenwerkzeug HASCO K 3500/ ...( Bild 4) ist ein für Rapid tooling geeignetes Werkzeugkonzept. Das aus regulären und spezifischen Normalien entwickelte Baukastensystem eignet sich für Null-, Vor- und Kleinserien. Es ist eine Alternative zu den auf dem Markt angebotenen Ganzaluminium- Stammformen und Kassettenwerkzeugen im Bereich kleinerer Artikelabmessungen.
Die rahmenartig, fertig ausgefrästen Formplatten bilden präzise Aufnahmen für die vorgefertigt lieferbaren Formeinsätze aus Edelstahl 1.2767, aus Aluminium 3.4365 oder für die selbst hergestellten Konturplatten. Auch kleine Seitenschieber und Kernzüge sind integrierbar.
Mit den standardisierten K 3500 Systemgrößen 156 x 196, 246 x 296 und 296 x 396 ergeben sich unterschiedliche Kombinationsmöglichkeiten (Bild 5). Alle wesentlichen Anforderungen an eine solide Werkzeugtechnik sind erfüllt und somit auch für Laser technisch hergestellte Einsätze nutzbar. Durch diese Vielseitigkeit ergeben sich technologische und wirtschaftliche Vorteile, auch zu Serienwerkzeugen gleicher Größe.
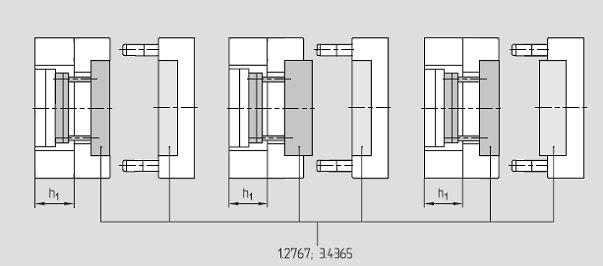
Abb. 5: Kombinationsvarianten des Wechselrahmen- Werkzeugsystems K 3500/ ...
Diese von HASCO angebotenen Wechselrahmenwerkzeuge eignen sich sowohl für Versuche mit Kleinmengen, als auch für serienidentische Prototypen und Prüfmuster. Die aus solchen Normalien gefertigten Werkzeuge bieten den Vorteil, dass auf der Spritzgießmaschine gewonnene Erkenntnisse und Parametereinstellungen sofort in die Serienproduktion übertragbar sind. Das Wechselrahmenwerkzeug selbst, steht nach Abmusterung gepaart mit anderen Einsätzen, für neue Aufgaben zur Verfügung.
K Impulse 11 / 2005 KIMW Lüdenscheid
„Rapid tooling bietet neue Rationalisierungspotenziale“
Dokumentationen und Publikationen der Fa. HASCO Hasenclever GmbH+Co.KG
Manfred Hauser
Technischer Referent
HASCO Hasenclever GmbH+Co.KG
Im Wiesental 77
D-58513 Lüdenscheid
Tel.: 02351 957 – 0
Fax: 02351 957 – 237
E-Mail:
info@hasco.com
WEB:
www.hasco.com