KNOWLEDGE-BASED MANUFACTURING STRATEGY AND METHODS FOR FOUNDRIES
© 2006 Nils Homgurg; Lizenznehmer RTejournal, weitere Informationen sind zu finden unter: http://www.dipp.nrw.de/service/dppl/
urn:nbn:de:0009-2-3625
Abstract
The European foundry business is a traditional less RTD intensive industry which is dominated by SMEs and which forms a significant part of Europe’s manufacturing industry. The efficient design and manufacturing of cast components and corresponding tooling is a crucial success factor for these companies. To achieve this, information and knowledge around the design, planning and manufacturing of cast components needs to be accessible in a fast and structured way. This includes the knowledge on new materials, processes and equipment for the manufacture of castings. In contrast to other manufacturing sectors the foundry business has not yet implemented e-manufacturing technology on a large scale such as Decision support software, Computer Aided Process Planning and networking. This paper describes an approach to the systematic development of IT solutions based on collected information and knowledge. Besides the software tools an overall knowledge database has been established allowing multiple companies to optimise their processes as well as to share equipment when it comes to new processes and expensive machinery. These solutions were developed by a consortium of four RTD performers, five industrial associations and a core group of ten SMEs from four different European countries.
In 1999 the European tool and die making industry reached an annual turnover of more than 8 billion Euro [VDMA 2000] 1 . Foundry applications make up 40% of this turnover. Consequently the tool and die making for metal casting applications forms an important element of Europe’s manufacturing industry. Today Japanese and U.S. tool making industries have a competitive advantage over their European competitors in terms of efficiency. The Japanese achieved a 32% higher added value per person and year in 1998 compared to Germany [Sengebusch 2001] 2 . With regard to the global competition the need for improvements in Europe is obvious.
Foundries and related tool makers increasingly become development partners for their customers rather than pure suppliers of metal castings. Due to shorter product development times the customer needs to have the support and consultancy of the foundries when it comes to a quick manufacturing of castings. This enables the foundries to offer engineering services in addition to the manufacturing of castings. To be able to serve these new demands foundries will need to increase their development capacities through training of their staff and a systematic capture and re-use of information and knowledge. In order to benefit from this new developments the European foundries and tool makers need to increase productivity in tooling design, process planning, tool manufacturing and in casting manufacture. Beside this they need to implement and enhance e-manufacturing capabilities, such as
-
Computer Aided Decision Support
-
Computer Aided Process Planning
-
Enterprise Resource Planning
-
Networking
The European foundry and tool making sector is predominantly represented by SMEs. This sector is very traditional and less IT intensive than most other manufacturing industries. They often lack an efficient IT based support in their everyday environment or even worse still do not apply any of these means at all. There is a need for integrating computers and networks into the working environment. This is essential as an effective process planning and tooling design for small batch casting manufacture requires comprehensive availability of process material and machine data.
While there have been developed single solutions for certain problems in small batch tooling and casting manufacture, these approaches resulted more or less in isolated applications rather than in an integrated solutions for the benefit of the whole industry sector. Here an integrated approach combining material sciences, production technologies and IT is needed to improve the capture and exploitation of information and knowledge.
Within the European Community funded Collective Research Project Coll-CT-2003-500279-2 SMART FOUNDRY ( www.smartfoundry.org ) the Bremen Institute of Industrial Technology and Applied Work Science (BIBA) along with partners from the castings and moulding industry has developed software solutions which overcome the limitations mentioned above.
Relation to Existing Theory and Work
European foundries and tool makers are mainly SMEs. They have to deal with a number of technical limitations. Most foundries have not changed their way of designing and manufacturing tooling as well as manufacturing castings in years. Many of them have not even implemented a 3D CAD system as this technology is still predominantly used for selective areas of high batches and sophisticated technology such as the automotive and aerospace industry. Regarding the workflow in design and planning they lack an efficient IT support or do not apply any IT at all for these activities.
Designing a mould and planning the casting filling process is a very complex task as it requires a lot of process knowledge on tool manufacturing and casting and information about material properties and geometric details of the casting. There was no integrated approach covering all these aspects beside the pure geometry manipulation in the CAD system. A Computer Aided Decision support for tooling design will overcome this problem.
The designers and process planners are not supported efficiently in their daily work when it comes to the provision of data on material and process properties as well as geometric features. A methods engineer responsible for a certain tool design has to consult different sources of information like books charts and tables in order to retrieve all information he needs for completing the tool design. This is cumbersome and inefficient. One IT system providing all information would be the right choice. Beside the provision of information the IT system should also provide decision support where appropriate. This decision support can be achieved through an expert system approach. An expert system is a computer support capable of mapping expert knowledge and performing reasoning in a specific field [Schupp 1987, 1] 3 . There exist several different techniques for problem diagnosis and solving. Among others the Case Based Reasoning and the object oriented representation of problem solving show great potential for the tooling design as they have already been applied to other engineering tasks such as the design of stamping parts [Leake et al., 1999 705-716] 4 , failure analysis of mechanical units [Liao te al. 2000, 199-213] 5 and the design of press tools [Ismail et al. 1995, pp 91-96].
Most companies do not have access to new methoding strategies like simulation techniques to design patterns or moulds. Many of them do not even know about these new capabilities of expert systems. A knowledge base providing all information on these technologies and a network of companies in order to share these capacities can significantly increase the innovation and competitiveness of this sector.
Most of the knowledge about tooling and casting is not captured anywhere and is only available through the staff. Once people leave the company they take this knowledge with them and it is gone. This problem needs to be tackled by measures which have been developed in the field of Knowledge Management recently.
The SMART FOUNDRY project intends to improve the overall competitiveness of European SME foundries and tool makers through consequent implementation of information technology in their everyday work. This is accomplished through three major innovations:
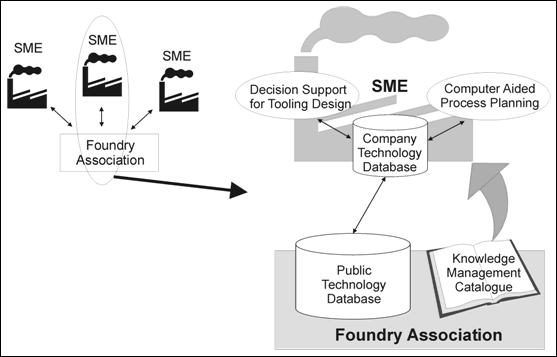
The objective of the Casting Technology Database is to provide information about the fields of gravity die casting, pressure die casting, sand casting and investment casting. This information comprises processes, materials, equipment, designs and service providers. The prototype of the database is available as a public version offered through the web by BIBA and is provided by foundry associations to the SMEs. The database can also run as a local company version within a single company. The public and the company versions are build up with the same structure. In this way the SMEs can view and download data from the public server and administrate their confidential data on their own local database.
The database is connected to a web based interface. This interface is generated dynamically by using PHP-script. This web application enables the user to view the information using a standard web browser but also allows the access to the database. This strategy enables the operator to administrate the data in the database. A specific login personalizes the data to ensure that only the owner or the administrator can edit or delete data. The web interface is structured in four categories for process decision support, design for casting, mould design and process design.
The process planning algorithm supports the operator in finding the best process route to manufacture a certain casting or tooling. This is accomplished through a search engine applying a value benefit analysis based on a job description. This job description contains material and geometry information but also the quality requirements and quantities. The specification and modelling of the search engine was done in co-operation with foundries and tool makers. In this way the end users had influence on the development and the results in order to ensure a practical orientation of the software.
In order to map casting and tooling manufacturing process chains in a database system a structure was defined which represents all elements of a manufacturing steps, machines, materials, service providers and their combination to whole process chains.
The development of the model which covers all the aspects of tooling and casting manufacture is supported with input from European foundries and tool makers offering services to different branches. These end users evaluated the concepts made by BIBA. They clearly pointed out restrictions and possibilities for the elements of the reference model. This proceeding causes a high level of acceptance.
The analyses of the daily business of foundries form the base for a general structure of the process chain for the main steps of designing the casting and its process. All the processes analysed in this investigation can be subdivided in four main process steps::
-
Process decision support,
-
Casting design,
-
Tool design and
-
Process design.
Every main process step includes a number of different activities that need input of information or offers output of information. These actions can reach from the definition of properties via the calculation of functionalities and working out the design of the tools to running the casting process. Figure 2 shows all the aspects having influence to the casting process.
The process decision is the beginning of every methoding. Every casting process varies in its special preparation. For the gravity die casting and the pressure die casting the process steps of casting design, tool design and process design are similar. For the metal casting in sand moulds the tool design differs in a lot of important aspects caused by the usage of non-permanent moulds. The investment casting process needs a lot of actions that are completely different in casting design, tool design and process design.
All important peaces of information are needed for the right methoding and process running are available from the web based database. The expert uses this database for checking his own design, the technician gets further information, the student uses it for online lecturing and the layman for consulting.
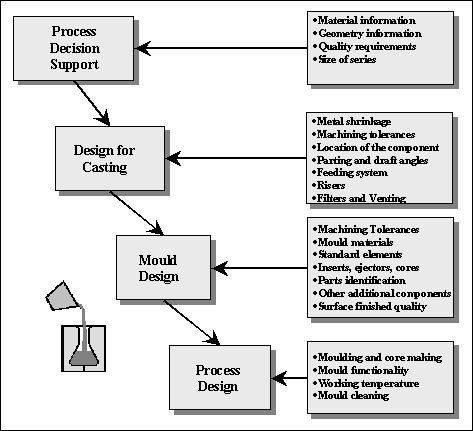
Figure 2: Structure of the web based interface
The Foundry Knowledge Management Catalogue incorporates Knowledge Management principles, procedures and tools promoting the efficient transfer, share and development of knowledge assets in small and middle sized companies. In this way the very traditional and less RTD intensive foundry sector is enabled to increase its performance.
For the development of the Foundry Knowledge Management Catalogue a questionnaire was prepared addressing the information and communication practices and needs in the European foundries and tool makers. Employees from different levels and departments within a company had to complete the questionnaire. This analysis formed the basis for the Foundry Knowledge Management Catalogue. The questionnaire asked for the daily handling of information and points out barriers in communication and acquisition of information. The relevant people know their own working situation the best.
Further on BIBA used the results as a basis for a profound interview on the foundries’ and tool makers’ sites. For this interview BIBA addressed staff form tooling design, process planning and customer support. In this way shortcomings were clearly identified.
The questionnaire was subdivided in six sections as follows:
-
General
-
Documentation of own work
-
Acquisition of knowledge
-
Application of information and experience
-
Required information
-
Corporate culture
From the existing Knowledge Management procedures those were selected and modified which seemed to best overcome the identified weaknesses in the companies. This was done involving the key personnel from the foundries and tool makers. In this way a foundry specific Knowledge Management was developed.
The catalogue serves as a reference and curriculum for the implementation and the supervision of foundry corporate Knowledge Management. The Knowledge Management procedures are provided to the foundries through BIBA and the foundry associations. As employees from BIBA have a lot of experience in conducting educational and innovative seminars they ensure that the catalogue will serve the needs as an instrument for educating interested companies.
In the Foundry Knowledge Management Catalogue methods and techniques are collected and reflected supporting the acquisition, the exchange and the application of data, information and knowledge. The methods and techniques are represented in detail within the categories employees, organisation, techniques and actions and briefly described by an abstract, a case study, remarks and links, key words and for further information contact persons and literature are stated.
|
Category |
Content |
|
Employees |
Human relations, Team Working, Knowledge Jobs |
|
Organisation |
Creative Management, Knowledge Sharing in Rest Rooms, Internal News Paper, Job rotation, Black Board |
|
Technique |
Virtual Library, Registers of Branches, Computer Based Training, Data Mining, Data Warehouse (Knowledge Databases), Manuels, Intranet, Micro article, Project database, Search Engines, Knowledge Map, Knowledge portfolio |
|
Actions |
Stimulation Systems, Learning Sabbaticals, Open Space, Tirades Meetings, Knowledge, Management in Rest Times, Future Laboratories |
Table 1: Structure of foundry knowledge management catalogue
The Foundry-oriented decision support for tooling design is a software component which guides the designer through all steps of the tool design. It provides all relevant information such as tables, charts and graphs on material and process properties at a glance. Also all design decisions are captured in a design protocol. This protocol gets stored in a database to serve as a reference solution for future design tasks enhancing the quality of the tool with every new tool design. In this way the decision support will be used complementary to CAD systems. It covers all aspects beside the pure tooling geometry so that in the end the tool designer will not only obtain a CAD file of the tooling geometry but furthermore a design protocol gathering all design decisions leading to the tooling geometry. The protocol can be used in various ways. It can help in communication with the shop floor before manufacturing or provide evidence in failure analysis in case a mould does not produce good castings in the first place. The acquisition and processing of tooling design knowledge enables the methods engineer to retrieve all design relevant data through only one information system instead of going through multiple papers, charts and tables as in today’s practice. Furthermore the data in the information system can easily be updated in contrast to the methods folders which are used in foundries today. Taking all the mentioned advantages into account the decision support tool establishes a significant step for today’s tooling design capabilities in SME foundries.
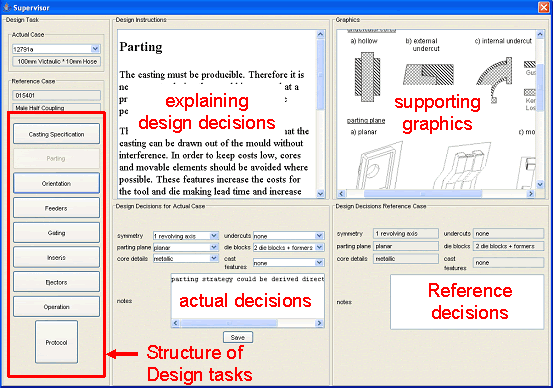
Figure 3: Screenshot of the decision support software
For manufacturing of castings the process planning is an important task. It determines which process route to take and thus which type of tooling to apply. Sand casting requires a pattern to form the sand moulds while gravity die casting requires a metallic permanent tool, e.g. The patterns and moulds can be obtained from a large variety of different processes. The challenge for the process planner is to determine the overall process route which manufactures best a certain casting at a certain quantity and in a certain material. On the other hand the best way to manufacture the required tooling has to be determined. These decisions are influenced by many different criteria. These criteria comprise e.g. process capabilities, tolerances and material properties among others. While there are many software packages on the market which support the process planner in scheduling, checking and dispatching orders there was no software package available which assists the process planner in finding the best casting and tooling process route from the technical point of view. For this a tool has been developed to map casting manufacture to process chains. These process chains describe the individual steps of a manufacturing route including materials, machines and participating service providers. The planner can create new process chains and administrate them in a casting technology database. An integrated search engine retrieves best suited manufacturing processes based on a casting job specification. In this way the process planner has access to reliable data at anytime. The application works on a relational database as part of the Casting Technology database where all the data is stored. The provision of a Casting Technology Database and a process planning software enables the process planner to select the appropriate manufacturing process chain for a particular casting.
The developed knowledge base for the European foundries and tool makers is used by a large number of SMEs in their daily work. A systematic acquisition of tooling design knowledge and the provision through information technology significantly increases the competitiveness in the foundry field. Providing the customer with a tool design based on process related rules will also generate the confidence that the design is scientifically based rather than black art. This will help maintaining customer relationships.
The project results will provide the end-users with a powerful, transparent and standardised way of looking at their resources and processes. Furthermore the developed tools will support the methoding engineers in their daily work. The whole system will accelerate the process of generating quotations, designing moulds and planning their manufacturing significantly. Therefore the end users estimate cost savings up to 20 % and time savings up to 35 %. This is a great economic potential justifying the effort of the project.
Furthermore the collective data bases provided by the foundry associations strengthen the European foundries and tool makers through sharing of procedural knowledge.
The web based tools can be seen as powerful expert systems to supply implicit knowledge of long term experienced employees to foundry business newcomers. This way less knowledge is lost when experts get retired and have to be replaced by new, less experienced staff.
This work has been partly funded by the European Commission through Collective Research Project SmartFoundry: KNOWLEDGE-BASED MANUFACTURING STRATEGY AND METHODS FOR FOUNDRIES
(No. Coll-CT-2003-500279-2). The authors wish to acknowledge the Commission for their support. We also wish to acknowledge our gratitude and appreciation to all the SmartFoundry project partners for their contribution during the development of various ideas and concepts presented in this paper.
Ismail, H.-S.; Hon, K.K. B.; Huang, K.: An intelligent object-oriented approach to the design and assembly of press tools. In: 45th General Assembly of CIRP, Enschede, NL, Aug 21-26, 1995, CIRP Annals, Band 44/1 (1995) pp 91-96
Leake, D.; Birnbaum, L.; Hammond, K.; Cameron, M.; Hao, Y.: Integrating diverse information resources in a case-based design environment, In: Engineering Applications of Artificial Intelligence, 12 (1999), pp. 705-716.
Liao, T.W.; Zhang, Z.M.; Mount, C.R.: A Case-Based Reasoning System for Identifying Failure Mechanisms, In: Engineering Applications of Artificial Intelligence, 13 (2000), pp. 199-213
Schupp, P.; Huu, C.T.N.: Expertensystem – Praktikum. Springer Verlag, Berlin 1987.
Sengebusch, Wolfgang: Hart im Wettbewerb – Der deutsche Werkzeug- und Formenbau und das globale Umfeld, in: Form + Werkzeug June 2001
VDMA: “Statistik zur Situation des europäischen Werkzeug- und Formenbaus im globalen Umfeld“, Branchenstudie im Auftrag des VDMA, 2000
Nils Homburg, Eckhard Wellbrock
Bremer Institut für Betriebstechnik und angewandte Arbeitswissenschaft an der Universität Bremen (BIBA)
Hochschulring 20
28359 Bremen, Germany
Email:
hom@biba.uni-bremen.de
und
wel@biba.uni-bremen.de
WEB:
www.biba.uni-bremen.de