Spritzgussbauteile aus Direct Metal LaserSintering Werkzeugen - prozesssicher und schnell
© 2005 Carl Fruth; Lizenznehmer RTejournal, weitere Informationen sind zu finden unter: http://www.dipp.nrw.de/service/dppl/
urn:nbn:de:0009-2-992
Zusammenfassung
Die direkte Herstellung von Spritzgusswerkzeugen über RP Verfahren bringt erhebliche Vorteile mit sich.
Durch DMLS und hierfür angepasster Prozessabläufe können die Werkzeuge ohne Einschränkung an Größe und Temperaturfestigkeit für Prototypen - und Kleinserienwerkzeuge verwendet werden.
Auch hoch gefüllte Thermoplaste bis zu 70% GF können noch zu mehreren tausend Spritzlingen auf Standardspritzgussanlagen hergestellt werden.
Die so hergestellten Werkzeuge lassen sich einfach und schnell ändern und können auch mit klassischen Verfahren weiterbearbeitet werden.
Abstract
The direct manufacture of injection-moulded tools using RP processes is accompanied by a variety of advantages.
Thanks to DMLS and adapted processes, tools can be applied without any restrictions as regards size or temperature stability for prototype and small-series tools.
Even extensively filled thermoplastics up to 70% GF can be manufactured as several thousand components on standard injection-moulded systems.
Tools manufactured in this process can be easily and swiftly altered as well as being processed using classic methods.
Der 3D Datensatz wird in einzelne Höhenschnitte zerlegt und dann Schicht für Schicht in einer DMLS Anlage aufeinander gesintert. Dies erfolgt durch das bestrahlen mit einem Hitzelaser (CO2). Als Ergebnis entsteht eine 3dimensionale Werkzeugkavität.
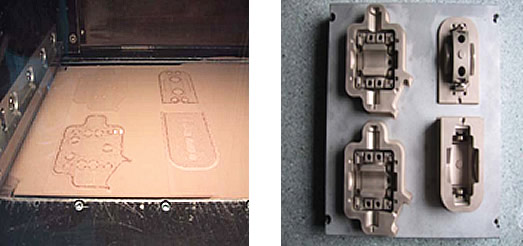
Abb.1: Direkter und schichtweiser Aufbau mit 20/40/60µm
An Materialen für die Werkzeuge stehen speziell an das Verfahren angepasste Stahl und Nickelpulver zur Verfügung um unterschiedliche Anforderungen an Werkzeuge gerecht zu werden.
-
DM 20 (85%)
-
Nickel Bronze Legierung
geringe Bauzeit
leicht bearbeitbar
-
-
DSH 20 (15%)
-
Stahlwerkstoff mit einer Härte von 42 HRC
ähnlich Werkzeugstahl
sehr gute mechanische Eigenschaften
hohes Aspektverhältnis möglich
hohe Standzeiten bei Werkzeugen
-
Es sind sowohl Prototypenwerkzeuge als auch Serienwerkzeuge für mittelgroße Stückzahlen im Spritzguss erfolgreich herstellbar. Bei Serienwerkzeuge lassen sich konturangepasste Kühlungen auf sehr einfache Weise integrieren.
-
Direct Parts®
-
Funktionsbauteile
-
Prototypenteile
-
-
Direct Tools®
-
Spritzgusswerkzeuge
-
Prägewerkzeuge
-
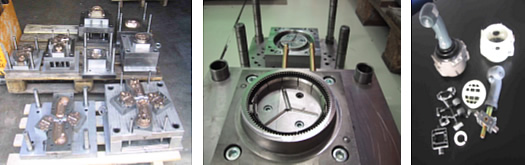
Abb.2: Spritzgusswerkzeuge und Funktionsbauteile
In besonderer Weise ist das Verfahren für mittelgroße Werkzeuge geeignet, die keine außerordentlich hohen Ansprüche an die Oberflächen und Präzision besitzen, da dies eine zusätzliche mechanische Nacharbeit bedeutet. Die Lieferzeiten für Spritzgussbauteile betragen im Regelfall zwei bis vier Wochen. Der Kostenvorteil ist abhängig von der Komplexität der Bauteile. Je höher der Anteil an Erodierarbeiten im klassischen Werkzeugbau ist, desto größer ist der Vorteil des DMLS Verfahrens.
Das Verfahren ist sehr präzise und damit sind die Werkzeuge ohne maschinelle Nacharbeit benutzbar. Die DMLS Anlage arbeitet vollautomatisch mannlos und außerordentlich zuverlässig. Durch Erfahrung mit, das Wissen über und den Zugriff auf die komplette Prozesskette – von der Werkzeugkonstruktion bis zum Spritzguss – ist die FIT GmbH in der Lage das Verfahren Prozesssicher anzubieten.
-
Erfahrungen FIT
-
60 Werkzeuge bisher in 2005 (Ziel 1/Tag)
-
100 DMLS Werkzeuge in 2004
-
60 verschiedene Spritzgussmaterialien
-
8 Mitarbeiter im Werkzeugbau & Spritzguss
-
-
Vorteile DMLS
-
schnell zu Bauteilen aus Serienwerkstoffen
-
ausreichende Genauigkeit für Werkzeuge
-
änderungsfreundlich
-
Ergebnisse auf Serienwerkzeuge übertragbar
-
prozesssicher da Reserven bei Belastbarkeit und Temperaturbeständigkeit
-

Abb.3: Spritzgussanlage
Dipl.-Ing. Carl Fruth
FIT Fruth Innovative Technologien GmbH
Gewerbegebiet Lupburg-Eichbühl
92331 Parsberg
Tel.: 00 49 (0) 9492 / 94290
Email:
info@pro-fit.de
WEB:
www.pro-fit.de