Lamellenwerkzeuge mit konturfolgender Kühlung für Spritzguss- und Schäumwerkzeuge
© 2004 Dr.-Ing. Anja Techel; Lizenznehmer RTejournal,
weitere Informationen sind zu finden unter:
http://www.dipp.nrw.de/service/dppl
/
Zusammenfassung
Die Verkürzung der Zeit von der Produktidee bis zur Markteinführung wird für Unternehmen in nahezu allen Branchen zunehmend zum Wettbewerbsfaktor. Fertigungsverfahren, bei denen kein Material abgetragen sondern aufgebaut wird, können in diesem Zusammenhang ein Alternative zur konventionellen Fertigung darstellen.
Ein generatives Verfahren, welches besonders zur schnellen Fertigung von Prototypwerkzeugen mit Kantenlängen größer 300 mm geeignet ist, ist das Metal Laminated Tooling (MELATO®). Bei diesem Verfahren werden komplex geformte Werkzeuge aus Stahlblechzuschnitten zusammengesetzt und in Abhängigkeit vom Anwendungsgebiet kraft- oder stoffschlüssig verbunden. Das Fraunhofer-Institut für Werkstoff- und Strahltechnik (IWS) in Dresden arbeitet gemeinsam mit industriellen Partnern aus den Gebieten Werkzeug- und Anlagenbau sowie Softwareentwicklung und Sensorik an einer Automatisierungslösung für das Schneiden, Paketieren und Fügen von Blechzuschnitten. Damit soll die Fertigungszeit großer Werkzeuge von derzeit etwa 12 Wochen auf eine Woche verkürzt werden. Neben der Anwendung im Bereich der Präge- oder Tiefziehwerkzeuge ist das Verfahren prädestiniert für die Herstellung von Spritzgusswerkzeugen mit konturfolgenden Kühlkanälen. Die Darstellung der Prozesskette, möglicher Verbindungstechnologien und realisierte Anwendungen sind Gegenstand des vorliegenden Beitrages.
1. Ausgangspunkt
Die schnelle Entwicklung von innovativen Produkten wird in einer globalen Wirtschaft immer mehr zum Wettbewerbsfaktor. Deshalb werden in allen Bereichen erhebliche Anstrengungen unternommen, um die Zeit von der Produktidee zum marktreifen Produkt zu verkürzen. Um die Zukunft des Werkzeugbaus in Deutschland zu sichern, sind neue Konzepte für die Werkzeugherstellung zu erarbeiten und industriell umzusetzen. Dies bedeutet nicht nur den Einsatz neuer Technologien für die Werkzeugherstellung wie z.B. generierende Verfahren, sondern auch eine exaktere Planung der gesamten Prozesskette. So werden nach wie vor die meisten Serienwerkzeuge im Automobilbau für Stückzahlen ausgelegt und gebaut, die einer Großserie entsprechen, obwohl für das zukünftige Produkt deutlich geringere Stückzahlen zu erwarten sind. Neben veränderten Strategien sind flexiblere Konzepte für die Werkzeugherstellung gefordert. Das vom BMBF im Rahmen des Themenfeldes „Prototypen- und Kleinserienfertigung“ im Rahmenkonzept „Forschung für die Produktion von morgen“ geförderte Verbundprojekt MELATO® orientiert sich an diesen Aufgabenstellungen.
2. Vision von MELATO®
MELATO® steht für Metal Laminated Tooling, eine Verfahrenskette zur schnellen generativen Fertigung von Prototypen- und Serienwerkzeugen. Die Prozesskette umfasst die Herstellung der Werkzeugkontur aus kostengünstigem Stahlblech und geeignete Füge- und Oberflächenbehandlungsverfahren zur anforderungsgerechten Anpassung des Stand- und Verschleißverhaltens. Eine verbesserte Oberflächengüte und Genauigkeit wird durch die spanende Bearbeitung der laminierten Werkzeuge erzielt. Eigenschaften der Werkzeuge wie Genauigkeit und Standfestigkeit sollen so in weiten Grenzen beeinflussbar sein, um unterschiedlichen Stückzahlen und Budgets Rechnung zu tragen.
Die MELATO®-Prozesskette bietet eine Reihe von Vorteilen. Die Nutzung verschiedener laserbasierter Verfahren wie Schneiden, Schweißen, Auftragsschweißen oder Härten ermöglicht eine hohe Flexibilität des Fertigungsablaufs. Hohlräume für Kühlsysteme, Wärmedämmung, Schmiersysteme, Beheizung, Sensoren können nahezu ohne Zusatzaufwand in das Werkzeug integriert werden. Das Giessen eines Rohteilblocks entfällt ebenso wie Schruppen, unter Umständen auch Vorschlichten und Bohren. Durch den sukzessiven Aufbau sind komplizierte tiefliegende Geometrien wie zum Beispiel Nuten mit unterschiedlichsten Formen herstellbar. Durch Austausch einzelner Blechquerschnitte lässt sich die Geometrie schnell ändern.
Schwerpunkt der Entwicklungsarbeiten ist die Erarbeitung von geschlossenen, den speziellen Anforderungen an das Werkzeug angepassten Prozessketten, ihre softwaremäßige Verknüpfung und die anlagentechnische Umsetzung. Ziel der am Forschungsprojekt beteiligten Unternehmen und Forschungseinrichtungen ist es, die Fertigungszeit von Umformwerkzeugen mit Kantenlängen größer 800 mm von derzeit etwa 6-12 Wochen auf eine Woche zu verkürzen. Darüber hinaus werden Konzepte erarbeitet, die es erlauben, schnell und kostengünstig Lamellenwerkzeuge mit Kühl- bzw. Temperierkanälen herzustellen. Die Fertigung und Eigenschaften derartiger Werkzeug werden nachfolgend dargestellt.
3. Teilprozesse der MELATO®-Prozesskette
3.1. 3D-CAD-Datenbearbeitung
Wie bei anderen Fertigungsverfahren ist der erste Prozessschritt die Aufbereitung der Werkzeugdaten für den speziellen Anwendungsfall (Abb.1). Dafür wurden neue Softwaremodule erstellt, die den Aufwand für die Fertigungsvorbereitung erheblich verkürzen. Nach dem Import der 3D CAD-Daten der Werkzeugkonstruktion in das MELATO®-CAD/CAM-System müssen Modifizierungen vorgenommen werden, die dem Einsatzgebiet des Werkzeuges und dem geplanten Fügprozess Rechnung tragen. So wird in Abhängigkeit von der Kontur, vom Einsatzfall und von den geforderten Eigenschaften des Werkzeuges als erstes die spätere Slice-Richtung festgelegt. Sofern möglich sollte dabei die Entstehung von Inseln vermieden werden. Lässt es sich nicht vermeiden, sind Fixierungen für die einzelnen Segmente vorzusehen, um im Bauprozess die notwendige Positioniergenauigkeit zu realisieren. Auch die geplante Verbindungstechnologie erfordert unter Umständen spezielle Führungen oder Aufnahmen, die bereits im CAD-Datenfile berücksichtigt werden müssen und können.
Analog zahlreicher Rapid Prototyping Technologien wird das 3D-CAD-Modell anschließend in Schichten (Querschnitte) zerlegt. Die im Rahmen des Projektes entwickelte Software DCAMnc erlaubt es, eine maximale Abweichung der Ist-Kontur von der Soll-Kontur vorzugeben und daraus die maximal mögliche Schichtstärke zu ermitteln. Je feiner die Schichtstärke umso geringer die Abweichung und umso länger die Fertigungszeit. Die ausgewählte Schichtstärke entspricht der Summe aus tatsächlicher Blechstärke und eventueller Zwischenschichten zum Verbinden. Auf Grund des Aneinanderreihens von vielen Schichten kann sich ein großer Gesamtfehler ergeben, wenn die Blech- oder Zwischenschichtdicken nicht exakt bestimmt wurden. Die beim Zerlegen des 3D-CAD-Modells zu wählende Schichtstärke muss deshalb anhand von Experimenten ermittelt werden.

Abb.1: Teilprozesse der MELATO®-Prozesskette
Die Querschnitte werden auf einer virtuellen Blechtafel angeordnet, durch einen Postprozessor in ein maschinenlesbares Format umgewandelt und an die Schneidanlage ausgegeben. Die Größe der Blechtafel und der Abstand der Einzelquerschnitte zueinander sind in der CAM-Software frei wählbar. Ein auf dem Gebiet der Blechpaketwerkzeuge erfahrener Konstrukteur benötigt für die gesamte Fertigungsvorbereitung bis zur Ausgabe des Schneidprogramms nicht länger als 1 Stunde.
3.2. Schneiden und Paketieren
Mittels Laser- oder auch Wasserstrahl werden die Querschnitte ausgeschnitten. Beide Verfahren sind in breitem Umfang industriell eingeführt. Zahlreiche zumeist kleine Unternehmen bieten Laser- oder Wasserstrahlschneiden als Dienstleistung an. Die großen Vorteile des Lasers sind die sehr hohen Schneidgeschwindigkeiten bis 10 m/min und die extrem engen Schnittfugen im Bereich 0,1 mm. Verfahrenstypische Eigenschaften wie geringe thermische Beeinflussung des Werkstoffes, Berührungsfreiheit des Trennvorganges und Nachbearbeitungsfreiheit der lasergeschnittenen Werkstücke haben dem Verfahren bereits weite Einsatzgebiete eröffnet. Die hohe Flexibilität von CNC-gesteuerten Schneidanlagen ist in der Einzel- und Kleinserienfertigung besonders unter wirtschaftlichen Gesichtspunkten ausschlaggebend.
Die 2D-Schnittkonturen werden durch verschiedene Verbindungstechnologien zu Werkzeugen zusammengefügt. Die ausgewählte Verbindungstechnologie beeinflusst die Eigenschaften und Kosten des lamellierten Werkzeuges entscheidend. Gelingt es, die Anforderungen an Standfestigkeit und Genauigkeit des Werkzeuges allein durch Verspannen der Blechpakete zu realisieren, können maximale Einsparungen an Fertigungszeit und Kosten erzielt werden. Zudem ist eine hohe Flexibilität des Werkzeuges gewährleistet, weil einzelne Bleche relativ unkompliziert ausgetauscht werden können. Bewährt hat sich die Konzeption eines Werkzeugrahmens, der auch die erforderlichen Führungselemente z.B. für die Einspannung in der Presse enthält (Abb.2).

Abb.2: MELATO®-Werkzeug zum Prägen von Verbundmaterial für wärmedämmende Bauteile im Kraftfahrzeug (mitte), links: Stempel unbearbeitet, rechts: Matrize poliert
Bestehen höhere Anforderungen an das Werkzeug, müssen partiell oder flächig weitere Verbindungsstellen geschaffen werden. Der Anspruch, eine durchgängige Automatisierung der Prozesskette zu realisieren, spricht für den Einsatz des Laserstrahlschweißens als Verbindungstechnologie. Neben dem lagenweisen Punktschweißen bietet sich das kontinuierliche Verschweißen entlang der 3D-Konturen an.
Höchste Verbundfestigkeit des Blechpaketes wird durch das Löten der Querschnitte erzielt. Insbesondere das Hart- und Hochtemperaturlöten versprechen eine gute Verschleiß- und Standfestigkeit der Werkzeuge im Einsatz, auch bei erhöhten Temperaturen. Umformversuche zur Charakterisierung der Verbundfestigkeit unterschiedlicher Fügverfahren zeigen, dass das gelötete Werkzeug höchsten Anforderungen an die Standzeit gerecht wird.
3.3. Endbearbeitung
Die anwendungs- und stückzahlangepasste Endbearbeitung durch Verfahren wie Fräsen, Polieren, Erodieren, Auftragschweißen sowie Wärme- oder Oberflächenbehandeln schließt die Prozesskette ab. Wenn eine hohe Werkzeuggenauigkeit und Oberflächengüte des zu erzeugenden Bauteiles gefordert ist, wird die für das MELATO®-Verfahren typische Stufung durch eine Schlichtbearbeitung beseitigt. Die Fräsbahnen müssen so programmiert werden, dass die auftretenden Schnittkräfte nicht zum Aufbiegen der Lamellen führen. Dabei wirkt sich die Lamellenstruktur vorteilhaft auf den Zerspanprozess aus, da die kurzen Späne geringere Zerspankräfte hervorrufen und Trockenbearbeitung möglich ist. Polieren und Erodieren der Werkzeuge ist genauso möglich wie an konventionellen Werkzeugen.
Im Hinblick auf eine Anpassung der Werkzeugstandzeit an die zu fertigende Stückzahl können die MELATO®-Werkzeuge oberflächenveredelt werden. Diffusionsverfahren wie Plasmanitrieren oder Borieren, die mit geringen Aufheiz- und Abkühlgeschwindigkeiten verbunden sind, können eingesetzt werden, wenn z.B. ein geringerer Reibungskoeffizient der Gesamtkontur und eine höhere Oberflächenhärte gefordert wird. Darüber hinaus bietet sich das partielle Härten oder Auftragschweißen kritischer Kanten an. Beim Auftragschweißen können die Eigenschaften des Werkzeuges in weiten Bereichen über die Wahl des Zusatzwerkstoffes beeinflusst werden. Metallurgisch unproblematisch ist auch das galvanische Vernickeln der Werkzeugkontur. Das Vernickeln bietet den Vorteil eines homogen Werkstoffes an der Konturoberfläche und ermöglicht Korrekturen in geringen Dimensionen.
4. Anwendungsbeispiele und industrielle Umsetzung
Die Softwareanpassung und Technologieentwicklung erfolgt an ausgewählten Werkzeugen der am Projekt beteiligten Industriepartner. Einsatzpotential für die Technologie gibt es im Bereich der Umformtechnik ebenso wie im Bereich des Kern- und Spritzgussformenbaus sowie bei Schäumwerkzeugen. Es wurden Einsatztests an lamellierten Präge- und Tiefziehwerkzeugen (Abb.2), an Kernformkästen und an Spritzgusswerkzeugen (Abb.3 und 4) durchgeführt. Die Untersuchungen erlauben die Abschätzung, dass im Vergleich zur konventionellen Fertigung durch die MELATO®-Technologie bis zu 60% Fertigungszeit und bis zu 30% Fertigungskosten eingespart werden können.
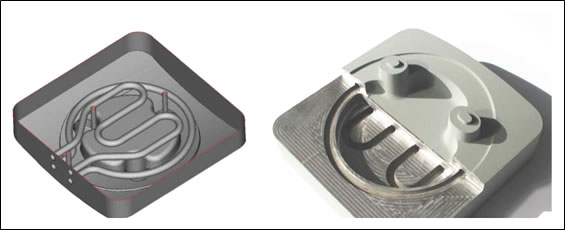
Abb.3: Lamelliertes Spritzgusswerkzeug mit konturfolgenden Kühlkanälen; links: Kühlsystem im CAD-Modell, rechts: Schnittdarstellung des Kühlsystems im Werkzeug
In Verbindung mit der Herstellung von Spritzgusswerkzeugen bietet das Verfahren eine sehr einfache Möglichkeit, Kühlkanäle konturfolgend in das Werkzeug einzubringen. Durch Löten wird eine flächige, dichte Verbindung der Blechlamellen erzielt. Neben dem kompletten Lamellieren des Werkzeugeinsatzes besteht die Möglichkeit, die Kühlkanalstruktur in Form eines lamellierten Einsatzes einzubringen. Diese Vorgehensweise garantiert eine homogene Bauteiloberfläche und stellt geringere Anforderungen an die Qualität des lamellierten Einsatzes. Erste Versuche zeigen, dass Abkühlzeiten und Eigenschaften eines Kunststoffbauteiles signifikant beeinflusst werden können. Gleiches ist für die Anwendung der Technologie im Bereich der Schäumwerkzeuge zu erwarten.

Abb.4: Lamellierter Kupfereinsatz mit konturfolgenden Kühlkanälen,
eingesetzt in Formkörper mit gefräster Außenkontur;
links: Kühlsystem im CAD-Modell, rechts: Schnittdarstellung des Kühlsystems im Werkzeug
5. Danksagung
Die Forschungs- und Entwicklungsarbeiten zum Metal Laminated Tooling wurden gefördertdurch das Bundesministerium für Bildung und Forschung (BMBF) und betreut durch den Projektträger Fertigungstechnik und Qualitätssicherung des Forschungszentrums Karlsruhe, Außenstelle Dresden.
6. Kontakt
Dr.-Ing. Anja Techel
Fraunhofer Institut für Werkstoff- und Strahltechnik
Winterbergstraße 28
01277 Dresden
anja.techel@iws.fhg.de
www.iws.fhgg.de